



ć°(gu©«)ā╚(n©©i)Ōü║ŽĮĖ▀╦┘ŪąŽ„╝ė╣żįć“×(y©żn)蹊┐Ė┼╩÷
░l(f©Ī)▓╝╚šŲ┌Ż║2021-10-19 17:27:23
1Īóę²čį
Ōü║ŽĮŠ▀ėą▒╚ÅŖ(qi©óng)Č╚Ė▀Īó─═¤ßąį║├║═┐╣╬gąįÅŖ(qi©óng)Ą╚╠ž³c(di©Żn)Ż¼▒╗ÅVĘ║æ¬(y©®ng)ė├ė┌║Į┐š║Į╠ņĪó╬õŲ„čbéõęį╝░Ų¹▄ćųŲįņĄ╚ŅI(l©½ng)ė“Ż¼│Żė├ė┌ųŲįņ’wÖC(j©®)ĮY(ji©”)śŗ(g©░u)╝■Īóī¦(d©Żo)ÅŚÜż¾wĪó▌pą═╗┼┌▓┐╝■║═Ų¹▄ć░l(f©Ī)äė(d©░ng)ÖC(j©®)▀BŚUĄ╚ĪŻĄ½ė╔ė┌Ųõī¦(d©Żo)¤ßąį▓ŅĪó╗»īW(xu©”)╗ŅąįÅŖ(qi©óng)Ż¼╩╣Ą├į┌ŪąŽ„╝ė╣ż▀^(gu©░)│╠│÷¼F(xi©żn)ŪąŽ„┴”┤¾ĪóŪąŽ„£žČ╚Ė▀║═ĄČŠ▀─źōpć└(y©ón)ųžĄ╚å¢(w©©n)Ņ}Ż¼ī”(du©¼)╣ż╝■ęč╝ė╣ż▒Ē├µ┘|(zh©¼)┴┐«a(ch©Żn)╔·▓╗└¹ė░ĒæŻ¼į÷╝ė╔·«a(ch©Żn)│╔▒ŠŻ¼ĮĄĄ═╔·«a(ch©Żn)ą¦┬╩Ż¼ī¦(d©Żo)ų┬īŹ(sh©¬)ļH╔·«a(ch©Żn)╝ė╣ż▀^(gu©░)│╠ųąĄ─ŪąŽ„╦┘Č╚ę╗░Ńį┌50m/minęįŽ┬ĪŻ
Ė▀╦┘ŪąŽ„╝ė╣ż╝╝ąg(sh©┤)ė╔ė┌Š▀ėąĖ▀ą¦┬╩ĪóĖ▀Š½Č╚ĪóĖ▀▒Ē├µ┘|(zh©¼)┴┐║═┐╔╝ė╣żĖ▀ė▓▓─┴ŽĄ╚ā×(y©Łu)³c(di©Żn)Ż¼į┌╣żśI(y©©)╔·«a(ch©Żn)ųąĄ├ĄĮ┴╦įĮüĒ(l©ói)įĮÅVĘ║Ą─æ¬(y©®ng)ė├ĪŻ×ķ╠ßĖ▀╔·«a(ch©Żn)ą¦┬╩║═ĮĄĄ═╔·«a(ch©Żn)│╔▒ŠŻ¼īW(xu©”)š▀éāßśī”(du©¼)Ōü║ŽĮĖ▀╦┘ŪąŽ„╝ė╣ż▀M(j©¼n)ąą┴╦┤¾┴┐įć“×(y©żn)蹊┐ĪŻ▒Š╬─ī”(du©¼)Į³─ĻüĒ(l©ói)į┌Ōü║ŽĮĖ▀╦┘ŪąŽ„ŅI(l©½ng)ė“Ą─蹊┐▀M(j©¼n)š╣▀M(j©¼n)ąą┴╦┐éĮY(ji©”)Ż¼ųž³c(di©Żn)Ęų╬÷┴╦į┌õŲXą╬Ūąą╝ĪóŪąŽ„┴”ĪóŪąŽ„£žČ╚Īó╝ė╣ż▒Ē├µ┘|(zh©¼)┴┐║═ĄČŠ▀─źōpĘĮ├µĄ─įć“×(y©żn)ĮY(ji©”)╣¹Ż¼ųĖ│÷┴╦─┐Ū░┤µį┌Ą─å¢(w©©n)Ņ}ęį╝░ā×(y©Łu)╗»┌ģä▌(sh©¼)Ż¼ų╝į┌┤┘▀M(j©¼n)Ōü║ŽĮĖ▀╦┘ŪąŽ„╝ė╣ż╝╝ąg(sh©┤)Ą─░l(f©Ī)š╣ĪŻ
2ĪóõŲXą╬Ūąą╝Ą─蹊┐
õŲXą╬Ūąą╝╩ŪŌü║ŽĮį┌Ė▀╦┘ŪąŽ„Ģr(sh©¬)Ą─Ąõą═Ūąą╝ą╬æB(t©żi)Ż¼Ģ■(hu©¼)ę²ŲŪąŽ„┴”Ą─ų▄Ų┌ąį▓©äė(d©░ng)Ż¼╝ėäĪĄČŠ▀─źōpŻ¼ĮĄĄ═╣ż╝■ęč╝ė╣ż▒Ē├µ┘|(zh©¼)┴┐ĪŻę“┤╦Ż¼ī”(du©¼)õŲXą╬Ūąą╝Ą─蹊┐ę╗ų▒Č╝╩ŪīW(xu©”)š▀éāųž³c(di©Żn)ĻP(gu©Īn)ūóĄ─ā╚(n©©i)╚▌ĪŻ
2.1 Ūąą╝╬óė^ą╬├▓
Barry J.Ą╚═©▀^(gu©░)Ti6Al4Vš²Į╗▄掄įć“×(y©żn)░l(f©Ī)¼F(xi©żn)Ż¼į┌ŪąŽ„╦┘Č╚║═ŪąŽ„║±Č╚▌^Ą═Ģr(sh©¬)Ż¼«a(ch©Żn)╔·ĘŪų▄Ų┌ąįõŲXą╬Ūąą╝Ż¼ļSų°ŪąŽ„╦┘Č╚║═ŪąŽ„║±Č╚Ą─į÷╝ėŻ¼Ūąą╝īó▐D(zhu©Żn)ūā?y©Łu)ķų▄Ų┌ąįõŲXĀŅŪąą╝ĪŻMolinari A.Ą╚ätį┌įć“×(y©żn)ųą░l(f©Ī)¼F(xi©żn)Ż¼«ö(d©Īng)0.01m/s≤vc≤21m/sĢr(sh©¬)Ż¼Ūąą╝×ķ▀B└m(x©┤)õŲXą╝Ż╗«ö(d©Īng)vcŻŠ21m/sĢr(sh©¬)Ż¼Ūąą╝×ķ▓╗▀B└m(x©┤)õŲXą╝Ż¼ŲŲ╦ķ│╔ąĪēKĪŻ╬─½I(xi©żn)Ż█6Ż▌蹊┐┴╦ŅØš±ī”(du©¼)Ti6Al4VõŲXą╬Ūąą╝ą╬æB(t©żi)Ą─ė░ĒæŻ¼╠ß│÷õŲXą╬Ūąą╝Ą─²Xą╬┼cŅØäė(d©░ng)Ę∙Č╚ŽÓī”(du©¼)æ¬(y©®ng)ĪŻį┌¤o(w©▓)ŅØš±Ą─ŪķørŽ┬Ż¼õŲXą╬Ūąą╝Ą─²Xą╬┤¾ąĪŠ∙ä“Ūęå╬į¬┼┼▓╝Šo├▄Ż©ęŖłD1aŻ®Ż¼Č°į┌ŅØš±Śl╝■Ž┬ätĢ■(hu©¼)ą╬│╔╔┘┴┐Ą─┤¾²XŻ¼ėąĢr(sh©¬)ę▓Ģ■(hu©¼)ėą▌^┤¾²X║═▌^ąĪ²XĮ╗╠µ│÷¼F(xi©żn)Ą─¼F(xi©żn)Ž¾Ż©ęŖłD1bŻ®ĪŻ
łD1 ŅØš±ī”(du©¼)Ti-6Al-4VõŲXą╬Ūąą╝Ą─ė░Ēæ
į┌Ė╔▄掄Ti6Al4VĢr(sh©¬)Ż¼Sun S.Ą╚░l(f©Ī)¼F(xi©żn)į┌Ą═ŪąŽ„╦┘Č╚║═Ė▀▀M(j©¼n)Įo╦┘Č╚Ą─Śl╝■Ž┬Ż¼ę╗┤╬ŪąŽ„ųąą╬│╔┴╦▀B└m(x©┤)║═õŲXĀŅŪąą╝Ż¼ŪęõŲXą╬Ūąą╝ųą╬┤ūāą╬▒Ē├µĄ─ķL(zh©Żng)Č╚īóļSų°▀M(j©¼n)Įo╦┘Č╚Ą─į÷╝ėČ°į÷┤¾Ż¼┼cŪąŽ„╦┘Č╚║═ŪąŽ„╔ŅČ╚¤o(w©▓)ĻP(gu©Īn)ĪŻWang B.Ą╚ät╗∙ė┌MolinariĄ─įć“×(y©żn)ĮY(ji©”)╣¹Ż¼į┌ŪąŽ„║±Č╚×ķ0.1mmĄ─ŪķørŽ┬Ż¼čąŠ┐┴╦ŪąŽ„╦┘Č╚į┌50~3000m/minĘČć·ā╚(n©©i)š²Į╗ŪąŽ„Ti-6Al-4VĢr(sh©¬)Ą─Ūąą╝ą╬æB(t©żi)ĪŻ░l(f©Ī)¼F(xi©żn)«ö(d©Īng)ŪąŽ„╦┘Č╚×ķ2500m/minĢr(sh©¬)Ż¼õŲXą╬Ūąą╝Ą─Ęų╣Ø(ji©”)╠ÄīóĢ■(hu©¼)═Ļ╚½öÓ┴čŻ¼▀M(j©¼n)Č°ūā?y©Łu)ķ╦ķöÓŪąą╝Ż¼õŲXĀŅŪąą╝Ą─ą╬æB(t©żi)║═▒Ē├µŅü╔½ę▓Ģ■(hu©¼)ėą╦∙ūā╗»ĪŻSui S.C.Ą╚Ą─įć“×(y©żn)ĮY(ji©”)╣¹▒Ē├„Ż¼«ö(d©Īng)?sh©┤)ČŠ▀─źōpį÷╝ėĢr(sh©¬)Ż¼Ūąą╝Ņü╔½ūā╔ŅĪŻ
į┌õŲXą╬Ūąą╝Ą─Äū║╬ą╬├▓ĘĮ├µŻ¼Schulz H.Ą╚▓╔ė├õŲX╗»│╠Č╚GsüĒ(l©ói)▒Ēš„õŲXą╬Ūąą╝Ą─č▌╗»Ż¼░l(f©Ī)¼F(xi©żn)ŪąŽ„ė├┴┐╚²ę¬╦žųąŻ¼ų╗ėąŪąŽ„╦┘Č╚║═├┐²X▀M(j©¼n)Įo┴┐ė░ĒæŪąą╝Ą─õŲX╗»│╠Č╚ĪŻCotterell M.Ą╚═©▀^(gu©░)Ti6Al4Vš²Į╗▄掄įć“×(y©żn)Ż¼░l(f©Ī)¼F(xi©żn)į┌4~140m/minĄ─ŪąŽ„╦┘Č╚ĘČć·ā╚(n©©i)Š∙┐╔ė^▓ņĄĮõŲXą╬Ūąą╝Ż¼ŪęõŲX╗»│╠Č╚Ģ■(hu©¼)ļSų°ŪąŽ„╦┘Č╚Ą─į÷╝ėČ°į÷┤¾Ż¼ļS▀M(j©¼n)Įo┴┐Ą─į÷╝ėČ°£pąĪĪŻMohammad SimaĄ╚ę▓Ą├│÷┴╦ŅÉ╦ŲĮY(ji©”)šōŻ¼▓ó▀M(j©¼n)ę╗▓Į░l(f©Ī)¼F(xi©żn)õŲX╗»│╠Č╚Ģ■(hu©¼)ļSų°ĄČŠ▀Ū░ĮŪĄ─£pąĪČ°ĮĄĄ═Ż¼õŲXĀŅŪąą╝Ą─┬▌ŠÓätĢ■(hu©¼)ļSų°ŪąŽ„╦┘Č╚Ą─ĮĄĄ═ĪóŪąŽ„║±Č╚Ą─į÷╝ėęį╝░ĄČŠ▀Ū░ĮŪĄ─£pąĪČ°į÷╝ėĪŻ╬─½I(xi©żn)Ż█13Ż¼14Ż▌Ą─蹊┐▒Ē├„Ż¼«ö(d©Īng)ŪąŽ„╦┘Č╚į÷╝ėĢr(sh©¬)Ż¼Ti6Al4VĄ─Ūąą╝║±Č╚ĪóõŲXķgŠÓĪóõŲXĖ▀Č╚Č╝Ģ■(hu©¼)ļSų«£pąĪĪŻ«ö(d©Īng)ŪąŽ„╦┘Č╚│¼▀^(gu©░)48.75m/minĢr(sh©¬)Ż¼Ūąą╝Å─ĦĀŅūā│╔õŲXĀŅŻ¼įōŪąŽ„╦┘Č╚×ķŪąą╝ą╬æB(t©żi)▐D(zhu©Żn)ūāĄ─┼RĮńŪąŽ„╦┘Č╚ĪŻ
Sutter G.Ą╚į┌ė^▓ņ┴╦▄掄╝ė╣żTi6Al4V║¾½@Ą├Ą─õŲXą╬Ūąą╝Ą├ų¬Ż¼į┌▌^Ė▀Ą─ŪąŽ„╦┘Č╚║═ŪąŽ„║±Č╚Ż©vcŻŠ45m/sŻ¼acŻŠ0.25mmŻ®Ž┬õŲXą╬Ūąą╝×ķęÄ(gu©®)ätĄ─╚²ĮŪą╬ĪŻŪąŽ„╦┘Č╚Ģ■(hu©¼)ė░ĒæŪąą╝Ą─õŲXŅl┬╩Īó╝¶ŪąĮŪ║═┴č╝yķL(zh©Żng)Č╚Ż¼ī”(du©¼)Ūąą╝Ą─ą╬│╔ė░ĒæūŅ┤¾ĪŻKe Q.C.Ą╚═©▀^(gu©░)š²Į╗▄掄įć“×(y©żn)ųĖ│÷Ż¼į┌Ą═╦┘Ż©10~40m/minŻ®Īóųą╦┘Ż©40~100m/minŻ®ĪóĖ▀╦┘Ż©100~160m/minŻ®Śl╝■Ž┬Ż¼Ti6Al4VŪąą╝ą╬├▓Ęųäe×ķ▓╗▀B└m(x©┤)ĪóķL(zh©Żng)ŠĒŪ·║═▀B└m(x©┤)ĀŅĪŻļSų°ŪąŽ„╦┘Č╚Ą─į÷╝ėŻ¼╝¶Ūą╗¼ęŲŠÓļx║═╗¼ęŲĮŪĢ■(hu©¼)ļSų«į÷┤¾Ż╗į┌▀M(j©¼n)Įo┴┐į÷╝ėĢr(sh©¬)Ż¼╝¶Ūą╗¼ęŲŠÓļxį÷┤¾Ż¼╗¼ęŲĮŪ£pąĪĪŻ
į┌Ōü║ŽĮĄ─Ė▀╦┘ŃŖŽ„▀^(gu©░)│╠ųąŻ¼õŲX╗»│╠Č╚Ģ■(hu©¼)ļSų°ŃŖŽ„╦┘Č╚║═▀M(j©¼n)Įo┴┐Ą─į÷╝ėČ°ūāĄ├Ė³╝ė├„’@ĪŻĄ½į÷┤¾ĄČŠ▀Ū░ĮŪĢr(sh©¬)Ż¼Ūąą╝Ą─õŲX╗»│╠Č╚ĮĄĄ═Ż¼õŲXĄūĮŪ║═ĒöĮŪČ╝Ģ■(hu©¼)ļSų°ŪąŽ„╦┘Č╚Ą─į÷╝ėČ°£pąĪĪŻ
2.2 ą╬│╔ÖC(j©®)└Ē
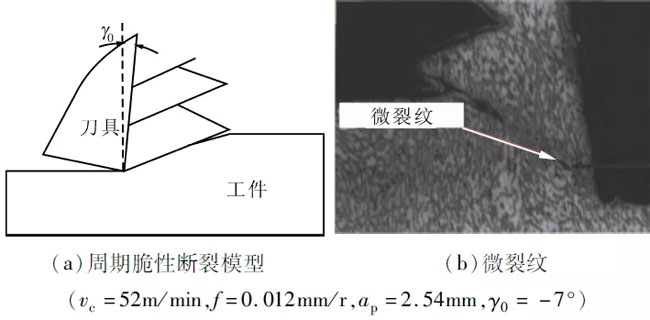
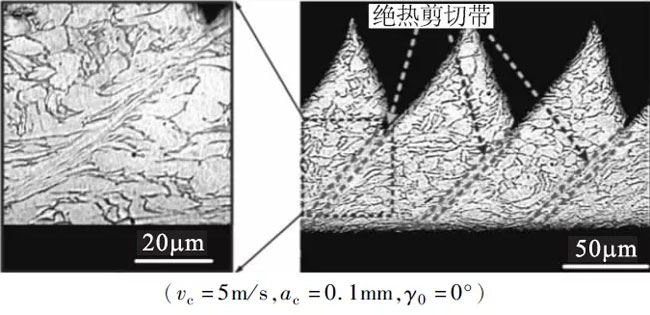
õŲXą╬Ūąą╝Ą─ą╬│╔ÖC(j©®)└Ē─┐Ū░╚į╚╗┤µį┌ĀÄ(zh©źng)ūhŻ¼ų„ę¬┐╔Üw╝{×ķĮ^¤ß╝¶Ūą└ĒšōŻ©¤ß╦▄ąį╩¦ĘĆ(w©¦n)ī¦(d©Żo)ų┬Ą─╝»ųą╝¶ŪąŻ¼ęŖłD2Ż®║═ų▄Ų┌┤ÓąįöÓ┴č└ĒšōŻ©┴č╝yšT░l(f©Ī)Äū║╬╩¦ĘĆ(w©¦n)ī¦(d©Żo)ų┬Ą─╝»ųą╝¶ŪąŻ¼ęŖłD3Ż®ĪŻMolinari A.Ą╚ĪóYe G.G.Ą╚ĪóWu H.B.Ą╚Īóäó¹ÉŠĻĄ╚Š∙═©▀^(gu©░)įć“×(y©żn)蹊┐╠ß│÷Ż¼õŲXą╬Ūąą╝Ą─ą╬│╔╩Ūė╔ė┌▌^╚§Ą─¤ßÖC(j©®)ąĄ▓╗ĘĆ(w©¦n)Č©ąįī¦(d©Żo)ų┬Į^¤ß╝¶ŪąÄ¦ūāą╬╦∙ę²ŲŻ¼šJ(r©©n)×ķ¤ß╦▄ąį╩¦ĘĆ(w©¦n)ī¦(d©Żo)ų┬Ą─╝»ųą╝¶Ūą╩ŪõŲXą╬Ūąą╝ą╬│╔Ą─Ė∙▒ŠįŁę“ĪŻ
łD2 Į^¤ß╝¶Ūą
łD3 ų▄Ų┌┤ÓąįöÓ┴č
Č°╬─½I(xi©żn)Ż█23-25Ż▌ätšJ(r©©n)×ķõŲXą╬Ūąą╝Ą─ą╬│╔ÖC(j©®)└Ē×ķų▄Ų┌┤ÓąįöÓ┴č└ĒšōĪŻ╝┤õŲXą╬Ūąą╝Ą─ą╬│╔╩Ūė╔ė┌į┌ŪąŽ„▀^(gu©░)│╠ųąŻ¼▒╗ŪąŽ„īė▓─┴Žį┌ĄČŠ▀ū„ė├Ž┬ā╚(n©©i)▓┐«a(ch©Żn)╔·ĒgąįöÓ┴čŻ¼Ą┌ę╗ūāą╬ģ^(q©▒)ā╚(n©©i)╝¶Ūą┐╣┴”ė╔ė┌┴č╝yĄ─«a(ch©Żn)╔·Č°ĮĄĄ═Ż¼Å─Č°░l(f©Ī)╔·╝»ųą╝¶Ūąūāą╬Ż¼▓óą╬│╔╝»ųą╝¶ŪąÄ¦Ż¼ī¦(d©Żo)ų┬ŪąŽ„īė▓─┴Žčž╝¶ŪąÄ¦╗¼ęŲ╦∙ę²ŲĪŻ
─┐Ū░ĻP(gu©Īn)ė┌Ōü║ŽĮõŲXą╬Ūąą╝Ą─ą╬│╔ÖC(j©®)└ĒŻ¼┤¾ČÓöĄ(sh©┤)īW(xu©”)š▀Č╝▌^×ķšJ(r©©n)┐╔Į^¤ß╝¶Ūą└ĒšōŻ¼šJ(r©©n)×ķõŲXą╬Ūąą╝«a(ch©Żn)╔·Ą─Ė∙▒ŠįŁę“╩Ū¤ß╦▄ąį╩¦ĘĆ(w©¦n)ī¦(d©Żo)ų┬Ą─╝»ųą╝¶ŪąĪŻ
2.3 Į^¤ß╝¶ŪąÄ¦
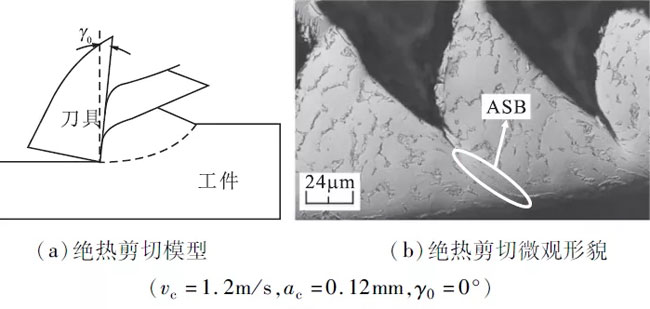
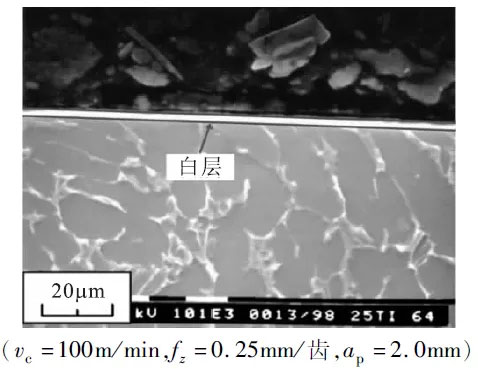
Į^¤ß╝¶Ūą¼F(xi©żn)Ž¾╩ŪõŲXą╬Ūąą╝ą╬│╔▀^(gu©░)│╠ųąūŅĄõą═Ą─╠žš„Ż¼įō¼F(xi©żn)Ž¾Ą─│÷¼F(xi©żn)╩╣Ą├Ūąą╝ā╚(n©©i)▓┐ūāą╬▓╗Š∙ä“Ż¼ūŅĮKą╬│╔Ą─Ūąą╝│╩¼F(xi©żn)õŲXĀŅĪŻį┌Ė▀æ¬(y©®ng)ūā║═Ė▀æ¬(y©®ng)ūā┬╩ū„ė├Ž┬Ż¼Šų▓┐ģ^(q©▒)ė“ė╔¾E╚╗╔²£žę²Ų¤ß▄ø╗»ą¦æ¬(y©®ng)Ż¼│¼▀^(gu©░)▓─┴Žė╔æ¬(y©®ng)ūā«a(ch©Żn)╔·Ą─æ¬(y©®ng)ūāė▓╗»║═æ¬(y©®ng)ūā┬╩ÅŖ(qi©óng)╗»ą¦æ¬(y©®ng)Ż¼▓─┴Ž░l(f©Ī)╔·¤ß╦▄ąį╩¦ĘĆ(w©¦n)Ż¼«a(ch©Żn)╔·┼cų▄ć·╗∙¾w▓─┴Ž▓Ņäe▌^┤¾Ą─╝»ųą╝¶Ūą╗¼ęŲūāą╬Ż¼ą╬│╔Ė▀Č╚Šų▓┐╗»Ą─╝¶Ūą╗¼ęŲĦŻ¼╝┤ASBĮ^¤ß╝¶ŪąÄ¦Ż©ęŖłD4Ż®ĪŻ
łD4 Ti-6Al-4VŪąą╝ųąĄ─Į^¤ß╝¶ŪąÄ¦
×ķ╠ĮŠ┐ASBĄ─ą╬│╔╝░č▌╗»ÖC(j©®)ųŲŻ¼Ranc N.Ą╚į┌Ą═£žŻ©50Īµ~300ĪµŻ®Śl╝■Ž┬ī”(du©¼)Ūąą╝ųąĄ─ASB▀M(j©¼n)ąą┴╦ė^▓ņŻ¼šJ(r©©n)×ķASBĄ─åóäė(d©░ng)ÖC(j©®)ųŲ×ķÄūéĆ(g©©)¬Ü(d©▓)┴óĄ─ASB═¼Ģr(sh©¬)åóäė(d©░ng)▓óķ_╩╝╔·ķL(zh©Żng)Ż¼«ö(d©Īng)Ųõųąę╗éĆ(g©©)ķ_╩╝é„▓źĢr(sh©¬)Ż¼ę²Ųæ¬(y©®ng)┴”Ž┬ĮĄŻ¼╩╣Ųõ╦¹ASB═Żų╣╔·ķL(zh©Żng)Ż¼▓ó«a(ch©Żn)╔·ę╗éĆ(g©©)▓©Č╬╩╣Ųõčžśė▒Š╦∙ėąų▄ķL(zh©Żng)čė╔ņĪŻRittel D.Ą╚═©▀^(gu©░)▒O(ji©Īn)£y(c©©)įć“×(y©żn)ųąTi6Al4VŌü║ŽĮæ¬(y©®ng)┴”-æ¬(y©®ng)ūā-£žČ╚Ą─č▌ūā▀^(gu©░)│╠Ż¼╠ß│÷æ¬(y©®ng)┴”-æ¬(y©®ng)ūāŪ·ŠĆ┐╔Ęų×ķŠ∙ä“æ¬(y©®ng)ūāĪóĘŪŠ∙ä“æ¬(y©®ng)ūā║═Ė▀Č╚Šų▓┐╗»æ¬(y©®ng)ūā?n©©i)²éĆ(g©©)ļAČ╬Ż¼Ūę╦∙£y(c©©)£žČ╚Ū·ŠĆ┼cėŗ(j©¼)╦ŃĄ├│÷Ą─£žČ╚Ū·ŠĆŽÓĮ╗║═░l(f©Ī)╔óĄ─³c(di©Żn)ī”(du©¼)æ¬(y©®ng)ė┌Į^¤ß╝¶ŪąÄ¦Ą─Ų³c(di©Żn)║═ĮK³c(di©Żn)ĪŻWan Z.P.Ą╚Ą─įć“×(y©żn)ĮY(ji©”)╣¹▒Ē├„Ż¼ASBļSų°ŪąŽ„╦┘Č╚Ą─į÷╝ė┐╔Ęų×ķą╬ūāĦŻ©ų„ę¬╠žš„×ķ╝¶æ¬(y©®ng)ūāĖ▀Č╚╝»ųąĪóŠ¦┴ŻäĪ┴ę└ŁķL(zh©Żng)║═╦ķ╗»Ż®Īóą╬ūāĦ║═▐D(zhu©Żn)ūāĦĪó▐D(zhu©Żn)ūāĦŻ©ų„ę¬╠žš„×ķ░l(f©Ī)╔·ŽÓūā╗“į┘ĮY(ji©”)Š¦Ż®ĪŻ
2016─ĻŻ¼Li P.N.Ą╚▄掄Ti6Al4VŌü║ŽĮĢr(sh©¬)Ż¼į┌▌^Ą═ŪąŽ„╦┘Č╚Ž┬Ą─Ūąą╝ųąė^▓ņĄĮ┴╦Į^¤ß╝¶ŪąÄ¦Ż¼Ūę░l(f©Ī)¼F(xi©żn)į┌ŽÓ═¼Ūąą╝ķL(zh©Żng)Č╚ųąASBĄ─öĄ(sh©┤)┴┐Ģ■(hu©¼)ļSų°ŪąŽ„╦┘Č╚Ą─į÷┤¾Ż¼│╩Ž╚£pąĪ║¾į÷┤¾Ą─┌ģä▌(sh©¼)Ż©▓©╣╚│÷¼F(xi©żn)į┌vc=110~140m/min╦┘Č╚ģ^(q©▒)ķgŻ®ĪŻļS║¾Ż¼Wang F.Ą╚į┌│ŻęÄ(gu©®)└õģsŁh(hu©ón)Š│Ž┬ī”(du©¼)┤╦ŅÉŌü║ŽĮ▀M(j©¼n)ąą┴╦Ė▀╦┘ŃŖŽ„įć“×(y©żn)Ż¼ĮY(ji©”)╣¹’@╩ŠŻ¼«ö(d©Īng)ŪąŽ„╦┘Č╚×ķ150m/minĢr(sh©¬)Ż¼ė╔ė┌ķ_╩╝«a(ch©Żn)╔·ASB║═ĘŪŠ∙ä“õŲXą╬Ūąą╝Ż¼ī¦(d©Żo)ų┬Ė▀Ņlš±╩ÄŪąŽ„┴”ĪŻČ°▓╔╚ĪĄ═£ž└õģsĢr(sh©¬)Ż¼į┌ŪąŽ„╦┘Č╚×ķ50~200m/minĄ─ĘČć·ā╚(n©©i)▓ó╬┤ą╬│╔├„’@ASBĪŻ
į┌Į^¤ß╝¶Ūąņ`├¶ąįĘĮ├µŻ¼Li J.Q.Ą╚蹊┐┴╦į┌ŽÓ═¼ŪąŽ„Śl╝■Ž┬ŪąŽ„TA2┼cTi6Al4VŌü║ŽĮ╦∙½@Ą├Ą─ā╔ĘN▓╗═¼Ūąą╝Ż¼ĮY(ji©”)╣¹▒Ē├„Ż¼Ti6Al4VŌü║ŽĮ▒╚TA2║ŽĮĖ³╚▌ęū│÷¼F(xi©żn)õŲXą╬Ūąą╝Ż¼═©▀^(gu©░)╔Ņ╚ļ蹊┐░l(f©Ī)¼F(xi©żn)õŲXą╬Ūąą╝Ą─│÷¼F(xi©żn)┼cė╔ār(ji©ż)ļŖūėöĄ(sh©┤)▒Ēš„Ą─Į^¤ß╝¶Ūąņ`├¶ąįėąĻP(gu©Īn)Ż¼ņ`├¶Č╚įĮĖ▀įĮ╚▌ęū«a(ch©Żn)╔·õŲXą╬Ūąą╝ĪŻ
ĪĪĪĪ3ĪóŪąŽ„┴”蹊┐
ŪąŽ„┴”ę╗ų▒╩ŪĖ▀╦┘ŪąŽ„╝ė╣żįć“×(y©żn)蹊┐Ą─ų„ę¬ā╚(n©©i)╚▌Ż¼īW(xu©”)š▀éā?c©©)┌Ōü║ŽĮĖ▀╦┘ŪąŽ„Ą─ŪąŽ„┴”ĘĮ├µę▓ķ_š╣┴╦┤¾┴┐╣żū„ĪŻ
3.1 Ė▀╦┘▄掄
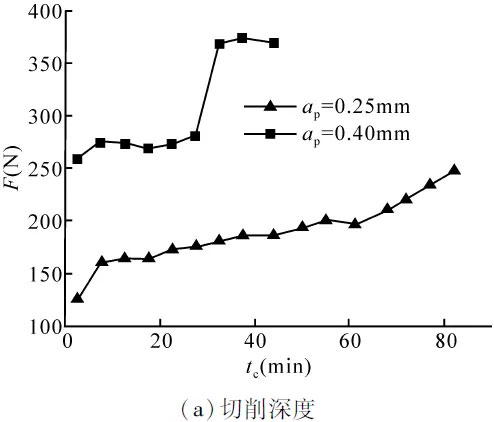
═©▀^(gu©░)Ti6Al4V║ŽĮĄ─Ė▀╦┘Ė╔▄掄įć“×(y©żn)Ż¼Sun S.Ą╚░l(f©Ī)¼F(xi©żn)į┌õŲXą╬Ūąą╝Ą─ą╬│╔▀^(gu©░)│╠ųąŻ¼ŪąŽ„┴”«a(ch©Żn)╔·┴╦ų▄Ų┌ąįūā╗»Ż¼ŪęŪąŽ„┴”Ą─Ņl┬╩┼cõŲXŅl┬╩╗∙▒Šę╗ų┬Ż¼Ģ■(hu©¼)ļSų°ŪąŽ„╦┘Č╚Ą─į÷╝ėČ°į÷┤¾Ż¼ļSų°▀M(j©¼n)Įo╦┘Č╚Ą─į÷╝ėČ°£pąĪŻ¼Ųõš±Ę∙┼cŪąŽ„╔ŅČ╚║═▀M(j©¼n)Įo╦┘Č╚│╔š²▒╚ĪŻ«ö(d©Īng)vcŻŠ57m/minĢr(sh©¬)Ż¼Ė▀Ņl裣h(hu©ón)┴”š±Ę∙Ģ■(hu©¼)ļSŪąŽ„╦┘Č╚Ą─į÷╝ėČ°£pąĪĪŻ═§ĢįŪ┘Ą╚Ą─įć“×(y©żn)ĮY(ji©”)╣¹ät▒Ē├„Ż¼į┌ŪąŽ„╔ŅČ╚║═▀M(j©¼n)Įo┴┐ę╗Č©Ą─ŪķørŽ┬Ż¼ė╔ė┌ĄČŠ▀äĪ┴ę─źōpŻ¼ĄČŠ▀╚ą┐┌░ļÅĮį÷┤¾Ż¼īó╩╣Ą├ŪąŽ„┴”ļSų°ŪąŽ„ķL(zh©Żng)Č╚Ą─į÷╝ėČ°ųØuį÷┤¾Ż¼Ūę┼cŪąŽ„╦┘Č╚│╔š²▒╚ĪŻ
ęčėąčąŠ┐▒Ē├„Ż¼į┌ĄČŠ▀š²│Ż─źōpļAČ╬Ż¼ŪąŽ„┴”┼cĄČŠ▀─źōp│╩žō(f©┤)ŽÓĻP(gu©Īn)ĻP(gu©Īn)ŽĄŻ╗Č°į┌╝▒äĪ─źōpļAČ╬Ż¼ŪąŽ„┴”┼cĄČŠ▀─źōp│╩š²ŽÓĻP(gu©Īn)ĻP(gu©Īn)ŽĄŻ¼Ūęīó210N┐┤ū„╩ŪĄČŠ▀«a(ch©Żn)╔·äĪ┴ę─źōpĢr(sh©¬)Ą─┼RĮńŪąŽ„┴”ĪŻ═©▀^(gu©░)ī”(du©¼)▒╚Ųõ╦¹ĄČŠ▀▓─┴ŽŻ¼░l(f©Ī)¼F(xi©żn)į┌Ė▀╦┘ĪóĄ═▀M(j©¼n)Įo┴┐ĪóĄ═▒││įĄČ┴┐Ą─ŪąŽ„Śl╝■Ž┬Ż¼╩╣ė├PCBNĄČŠ▀╝ė╣żŌü║ŽĮĢr(sh©¬)╦∙½@Ą├Ą─ŪąŽ„┴”Ė³╝ėŲĮĘĆ(w©¦n)ĪŻ
┐é¾wüĒ(l©ói)┐┤Ż¼ŪąŽ„ģóöĄ(sh©┤)ī”(du©¼)ŪąŽ„┴”Ą─ė░Ēæė╔┤¾ĄĮąĪę└┤╬╩ŪŪąŽ„╔ŅČ╚Īó▀M(j©¼n)Įo┴┐ĪóŪąŽ„╦┘Č╚ĪŻŪąŽ„┴”ļSŪąŽ„╔ŅČ╚║═▀M(j©¼n)Įo┴┐Ą─į÷┤¾Č°į÷┤¾Ż©ęŖłD5Ż®ĪŻ
łD5 ŪąŽ„┴”ļSŪąŽ„ģóöĄ(sh©┤)Ą─ūā╗»
3.2 Ė▀╦┘ŃŖŽ„
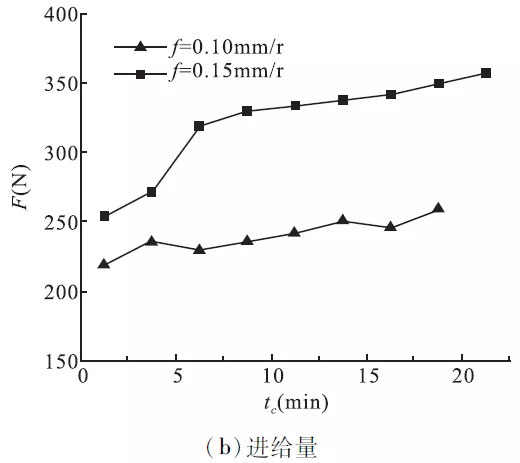
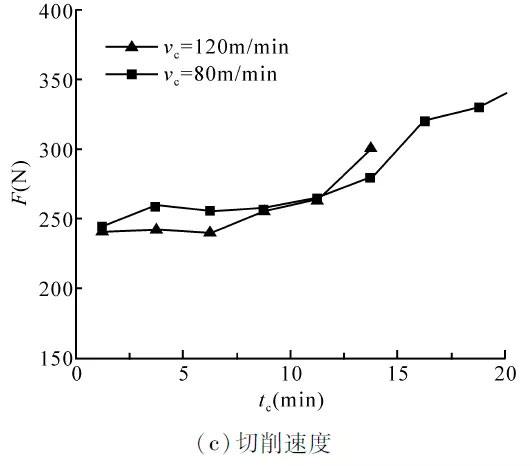
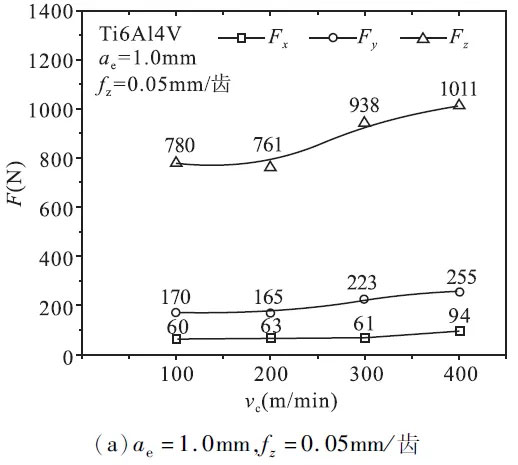
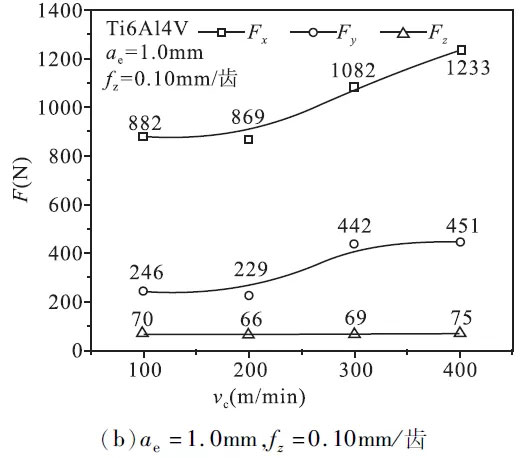
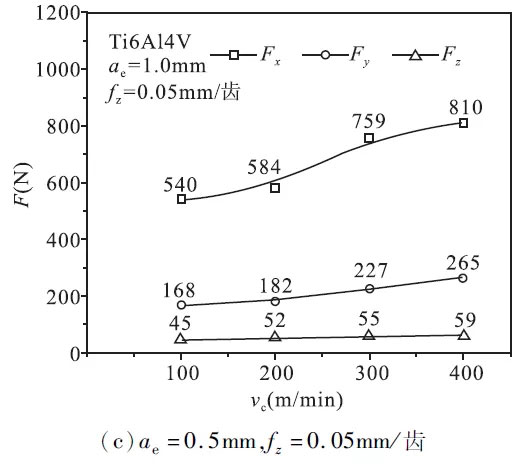
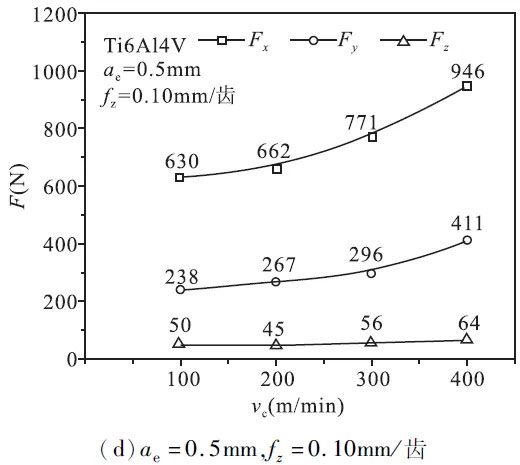
į┌Ė╔ŃŖŽ„Śl╝■Ž┬Ż¼Safari H.Ą╚ī”(du©¼)Ė▀╦┘Ė╔ŃŖŽ„Ti-6Al-4V-ELIŌü║ŽĮĢr(sh©¬)Ą─ŪąŽ„┴”▀M(j©¼n)ąą┴╦蹊┐Ż¼░l(f©Ī)¼F(xi©żn)ŪąŽ„┴”┼cŪąŽ„╦┘Č╚│╩žō(f©┤)ŽÓĻP(gu©Īn)ĻP(gu©Īn)ŽĄŻ¼▀M(j©¼n)Įo╦┘Č╚┼cX║═YĘĮŽ“╔ŽĄ─ŪąŽ„┴”│╔š²▒╚Ż╗Ūęį┌▌^Ą═Ą─▀M(j©¼n)Įo╦┘Č╚Ž┬Ż¼┼c═┐īėĄČŠ▀ŽÓ▒╚Ż¼╬┤═┐īėĄČŠ▀Ą─õh└¹╚ą┐┌─▄ėąą¦ĮĄĄ═ŪąŽ„┴”ĪŻWang F.Ą╚Įø(j©®ng)▀^(gu©░)▀M(j©¼n)ę╗▓Į蹊┐░l(f©Ī)¼F(xi©żn)Ż¼į┌ÅĮŽ“ŪąŽ„╔ŅČ╚ae=1.0mmĄ─Śl╝■Ž┬Ė╔ŃŖŽ„Ti6Al4VŌü║ŽĮĢr(sh©¬)Ż¼į┌ŪąŽ„╦┘Č╚vc<200m/minĢr(sh©¬)Ż¼ŪąŽ„┴”ļSŪąŽ„╦┘Č╚Ą─į÷╝ėČ°£pąĪŻ╗«ö(d©Īng)ŪąŽ„╦┘Č╚vc>200m/min║¾Ż¼ŪąŽ„┴”┼cŪąŽ„╦┘Č╚│╩š²ŽÓĻP(gu©Īn)Ż¼«ö(d©Īng)ŪąŽ„╦┘Č╚vc=200m/minĢr(sh©¬)Ż¼ŪąŽ„┴”ūŅąĪĪŻčąŠ┐šJ(r©©n)×ķŻ¼įō¼F(xi©żn)Ž¾Ą─│÷¼F(xi©żn)╩Ūė╔ė┌į┌vcŻ╝200m/minĢr(sh©¬)Ż¼ļSų°ŪąŽ„╦┘Č╚Ą─į÷╝ė«a(ch©Żn)╔·┴╦┤¾┴┐Ą─ŪąŽ„¤ßŻ¼╩╣▓─┴Ž¤ß▄ø╗»Ż¼Å─Č°ī¦(d©Żo)ų┬ŪąŽ„┴”ĮĄĄ═Ż╗Č°«ö(d©Īng)vcŻŠ200m/min║¾Ż¼ė╔ė┌ĄČŠ▀─źōp▌^×ķć└(y©ón)ųžī¦(d©Żo)ų┬ŪąŽ„┴”į÷┤¾Ż¼ę“Č°╩╣vc=200m/minĢr(sh©¬)ŪąŽ„┴”ūŅąĪĪŻ
╬─½I(xi©żn)Ż█41-43Ż▌Ą─ĮY(ji©”)╣¹▒Ē├„Ż¼ī”(du©¼)ŃŖŽ„║Ž┴”ė░ĒæĒśą“ę└┤╬×ķ▌SŽ“ŪąŽ„╔ŅČ╚>├┐²X▀M(j©¼n)Įo┴┐>ŃŖŽ„╦┘Č╚>ÅĮŽ“ŪąŽ„╔ŅČ╚ĪŻŃŖŽ„║Ž┴”Ģ■(hu©¼)ļSų°▌SŽ“Ūą╔ŅĪó├┐²X▀M(j©¼n)Įo┴┐║═ÅĮŽ“Ūą╔ŅĄ─į÷╝ėČ°į÷┤¾ĪŻ«ö(d©Īng)ŪąŽ„╦┘Č╚vc<200m/minĢr(sh©¬)Ż¼ŃŖŽ„║Ž┴”Ģ■(hu©¼)ļSų°ŪąŽ„╦┘Č╚Ą─į÷┤¾Č°£pąĪŻ╗«ö(d©Īng)ŪąŽ„╦┘Č╚vc>200m/minĢr(sh©¬)Ż¼ŃŖŽ„║Ž┴”Ģ■(hu©¼)ļSų°ŪąŽ„╦┘Č╚Ą─į÷┤¾Č°į÷┤¾ĪŻį┌ŃŖŽ„Ęų┴”ųąŻ¼ÅĮŽ“┴”FxūŅ┤¾Ż¼ŪąŽ“┴”Fy┤╬ų«Ż¼▌SŽ“┴”FzūŅąĪŻ¼ŲõĖ„ūįļSŪąŽ„ģóöĄ(sh©┤)Ą─ūā╗»ęÄ(gu©®)┬╔ęŖłD6ĪŻ
łD6 ŪąŽ„Ęų┴”į┌▓╗═¼ŪąŽ„ģóöĄ(sh©┤)Ž┬Ą─ūā╗»Ūķør
ĪĪĪĪ4ĪóŪąŽ„£žČ╚蹊┐
ū„×ķŪąŽ„ÖC(j©®)└Ē蹊┐ųąĄ─ųžę¬ĮM│╔▓┐ĘųŻ¼ŪąŽ„£žČ╚ī”(du©¼)ŪąŽ„┴”ĪóĄČŠ▀─źōp║═╝ė╣ż▒Ē├µÜłėÓæ¬(y©®ng)┴”Ą╚ĘĮ├µĄ─ė░Ēæ▌^┤¾Ż¼ę“┤╦ę▓╩Ū蹊┐Ą─ųž³c(di©Żn)ų«ę╗ĪŻ
ŪąŽ„£žČ╚Ą─£y(c©©)┴┐ų„ę¬Ęų×ķĮėė|╩Į£y(c©©)┴┐║═ĘŪĮėė|╩Į£y(c©©)┴┐ĪŻĮėė|╩Į£y(c©©)┴┐ĘĮĘ©ų„ę¬▓╔ė├¤ßļŖ┼╝▀M(j©¼n)ąą£y(c©©)£žŻ¼╩ŪūŅ×ķ│ŻęŖĄ─ę╗ĘN£y(c©©)£žĘĮ╩ĮĪŻĒnØM┴ųĄ╚═©▀^(gu©░)ūį╚╗¤ßļŖ┼╝Ęųäeī”(du©¼)Ą¬?d©▓)Ō╔õ┴„Īó┐šÜŌ╔õ┴„║═Ė╔ŪąŽ„Śl╝■Ž┬Ą─ŪąŽ„£žČ╚▀M(j©¼n)ąą┴╦£y(c©©)┴┐Ż¼ĮY(ji©”)╣¹▒Ē├„į┌▓╗═¼ŪąŽ„Łh(hu©ón)Š│ųąĄ─ŪąŽ„£žČ╚ė╔Ą═ĄĮĖ▀ę└┤╬×ķĄ¬?d©▓)Ō╔õ┴„Īó┐šÜŌ╔õ┴„ĪóĖ╔ŪąŽ„Łh(hu©ón)Š│ĪŻČ°Li G.Ą╚ät蹊┐┴╦į┌ŪąŽ„ę║ųą╝ė╚ļ▓╗═¼ØŌČ╚č§╗»╩»─½Ž®Ż©GraOŻ®ī”(du©¼)Ti6Al4VŌü║ŽĮŪąŽ„£žČ╚Ą─ė░ĒæŻ¼═©▀^(gu©░)Ką═¤ßļŖ┼╝£y(c©©)£ž║¾░l(f©Ī)¼F(xi©żn)Ż¼ļSų°GraOØŌČ╚Ą─į÷╝ėŻ¼ĄČ-ą╝Įń├µĄ─ŪąŽ„£žČ╚’@ų°ĮĄĄ═Ż¼¤ßī”(du©¼)┴„īóŪąŽ„ģ^(q©▒)ė“7ŻźĄ─¤ß┴┐é„▀f│÷╚źŻ¼Ą½GraOØŌČ╚ī”(du©¼)¤ßī”(du©¼)┴„▀^(gu©░)│╠Ą─ė░ĒæėąŽ▐ĪŻ
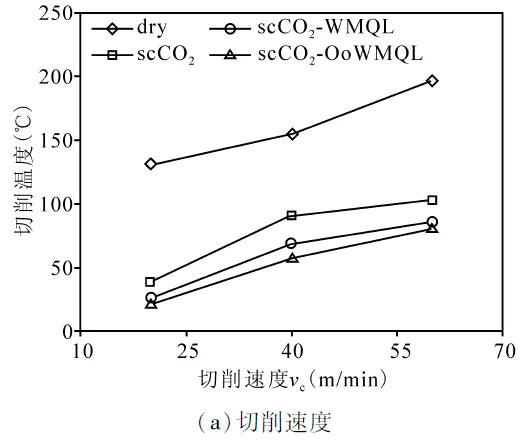
ĘŪĮėė|╩Į£y(c©©)£žĘ©ųąūŅ│Żė├Ą─╩Ū▌Ś╔õĘ©Ż¼╝┤═©▀^(gu©░)▒╗£y(c©©)ī”(du©¼)Ž¾Ą─▌Ś╔õ─▄┼c£žČ╚ų«ķgĄ─ī”(du©¼)æ¬(y©®ng)ĻP(gu©Īn)ŽĄüĒ(l©ói)£y(c©©)┴┐£žČ╚ĪŻArmendia M.Ą╚▓╔ė├’@╬ó¤ß│╔Ž±╝╝ąg(sh©┤)ī”(du©¼)Ė▀╦┘ŪąŽ„Ti6Al4VŌü║ŽĮĄ─ŪąŽ„£žČ╚▀M(j©¼n)ąą£y(c©©)┴┐Ż¼ĮY(ji©”)╣¹▒Ē├„Ż¼ŪąŽ„£žČ╚ų„ę¬╝»ųąį┌ĄČ╝ŌĖĮĮ³Ą─¬MšŁģ^(q©▒)ė“Ż¼Ūęį┌ŪąŽ„╦┘Č╚×ķ180m/minĪóŪąŽ„║±Č╚×ķ0.1mmĪóŪąŽ„╔ŅČ╚×ķ1mmĄ─ŪąŽ„Śl╝■Ž┬▀B└m(x©┤)ŪąŽ„Ģr(sh©¬)Ż¼ĄČŠ▀Ū░ĄČ├µĄ─ŪąŽ„£žČ╚×ķ800ĪµĪŻDhananchezian M.Ą╚═©▀^(gu©░)╝t═Ō£y(c©©)£žāx£y(c©©)£ž░l(f©Ī)¼F(xi©żn)Ż¼ŽÓ▒╚ė┌رŪąŽ„Ż©╚ķ╗»ŪąŽ„ę║Ż®Ż¼į┌ę║Ą¬Ą═£ž└õģsŁh(hu©ón)Š│Ž┬Ti6Al4VŪąŽ„£žČ╚Ž┬ĮĄ┴╦61%~66%Ż¼šf(shu©Ł)├„▀xė├║Ž▀mĄ─ŪąŽ„Łh(hu©ón)Š│─▄’@ų°ĮĄĄ═Ōü║ŽĮĖ▀╦┘ŪąŽ„Ģr(sh©¬)Ą─£žČ╚ĪŻį┌╝ė╣ż▀^(gu©░)│╠ųąļSų°ĄČŠ▀─źōp│╠Č╚Ą─╝ėäĪŻ¼ĄČŠ▀▒Ē├µĄ─ŪąŽ„£žČ╚ę▓Ģ■(hu©¼)├„’@╔²Ė▀Ż¼Ą½═┐īėĄČŠ▀Ą─▒Ē├µŪąŽ„£žČ╚ŽÓ▒╚ė┌╬┤═┐īėĄČŠ▀┬įĄ═ĪŻąż╗óĄ╚░l(f©Ī)¼F(xi©żn)Ż¼Ą═£žCO2┼cĖ╔▒∙╗»║Ž╬’─▄ėąą¦ĮĄĄ═Ė▀╦┘▄掄Ti6Al4VŌü║ŽĮĢr(sh©¬)Ą─ŪąŽ„£žČ╚Ż¼āH×ķĖ╔ŪąŽ„Śl╝■Ž┬Ą─37.43%ĪŻ
蹊┐▒Ē├„Ż¼ė░ĒæŪąŽ„£žČ╚Ą─ę“╦žė╔┤¾ĄĮąĪę└┤╬╩ŪŻ║ŪąŽ„╦┘Č╚vcĪóÅĮŽ“ŪąŽ„╔ŅČ╚aeĪó├┐²X▀M(j©¼n)Įo┴┐fzĪŻŪąŽ„Łh(hu©ón)Š│ę▓Ģ■(hu©¼)ī”(du©¼)ŪąŽ„£žČ╚įņ│╔ę╗Č©ė░ĒæĪŻŪąŽ„£žČ╚ļSų°ŪąŽ„╦┘Č╚vcĪóÅĮŽ“ŪąŽ„╔ŅČ╚ae║═├┐²X▀M(j©¼n)Įo┴┐fzĄ─į÷┤¾Č°╔²Ė▀ĪŻÅĮŽ“ŪąŽ„╔ŅČ╚į÷┤¾Ģr(sh©¬)Ż¼ŪąŽ„╦┘Č╚ī”(du©¼)ŪąŽ„£žČ╚Ą─ė░ĒæĖ³╝ė’@ų°ĪŻŪąŽ„ģóöĄ(sh©┤)║═▓╗═¼ŪąŽ„Łh(hu©ón)Š│Ż©Ė╔╩ĮĪó│¼┼RĮńCO2Īó╗∙ė┌│¼┼RĮńCO2║═╦«╗∙ŪąŽ„ę║Ą─╬ó┴┐ØÖ(r©┤n)╗¼Īó╗∙ė┌│¼┼RĮńCO2║═ė═╗∙ŪąŽ„ę║Ą─╬ó┴┐ØÖ(r©┤n)╗¼Ż®ī”(du©¼)ŪąŽ„£žČ╚Ą─ė░ĒæęÄ(gu©®)┬╔ęŖłD7ĪŻ
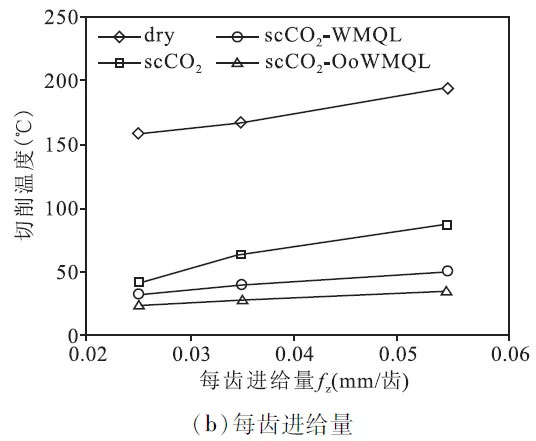
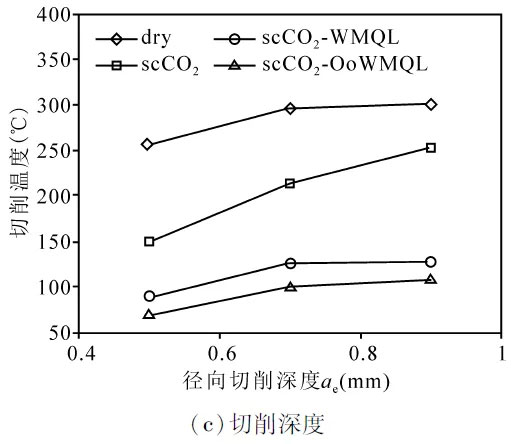
łD7 ŪąŽ„£žČ╚ļSŪąŽ„ģóöĄ(sh©┤)Ą─ūā╗»Ūķør
ĪĪĪĪ5Īó▒Ē├µ┘|(zh©¼)┴┐蹊┐
ū„×ķ║Ō┴┐╣ż╝■š¹¾wąį─▄Ą─ę╗ĒŚ(xi©żng)ųžę¬ųĖś╦(bi©Īo)Ż¼Å─▒Ē├µ┤ų▓┌Č╚RaĪó▒Ē├µ░ūīė║═ÜłėÓæ¬(y©®ng)┴”╚²éĆ(g©©)ĘĮ├µī”(du©¼)╝ė╣ż▒Ē├µ┘|(zh©¼)┴┐▀M(j©¼n)ąą┴╦┤¾┴┐蹊┐ĪŻ
5.1 ▒Ē├µ┤ų▓┌Č╚
Yang X.Y.Ą╚ī”(du©¼)Ti6Al4VŌü║ŽĮ▀M(j©¼n)ąą┴╦Ė▀╦┘é╚(c©©)ŃŖįć“×(y©żn)Ż¼░l(f©Ī)¼F(xi©żn)į┌ŪąŽ„╦┘Č╚vc=320~380m/minĢr(sh©¬)Ż¼╣ż╝■▒Ē├µ┤ų▓┌Č╚ųĄ▌^Ą═Ż©Ra=0.37~0.66μmŻ®▓ó┌ģė┌ĘĆ(w©¦n)Č©ĪŻLi A.H.Ą╚▀M(j©¼n)ę╗▓Į蹊┐░l(f©Ī)¼F(xi©żn)Ż¼«ö(d©Īng)ŪąŽ„╦┘Č╚vc<500m/minĢr(sh©¬)Ż¼▒Ē├µ┤ų▓┌Č╚Ģ■(hu©¼)ļSų°ŪąŽ„╦┘Č╚Ą─į÷╝ėČ°£pąĪŻ¼«ö(d©Īng)ŪąŽ„╦┘Č╚vc>500m/minĢr(sh©¬)Ż¼▒Ē├µ┤ų▓┌Č╚ųĄīóļSų°ŪąŽ„╦┘Č╚Ą─į÷╝ėČ°į÷┤¾ĪŻWang F.Ą╚═©▀^(gu©░)Ęų╬÷Ė▀╦┘é╚(c©©)ŃŖTi6Al4VŌü║ŽĮĄ─įć“×(y©żn)ĮY(ji©”)╣¹šJ(r©©n)×ķŻ¼ļSų°ŪąŽ„╦┘Č╚Ą─į÷╝ėŻ¼RaŽ╚£pąĪ║¾į÷┤¾Ą─┼RĮńŪąŽ„╦┘Č╚×ķ200m/minĪŻ┐╔ęį┐┤│÷Ż¼─┐Ū░╦∙Ą├ĄĮĄ─ĻP(gu©Īn)ė┌ŪąŽ„╦┘Č╚┼c▒Ē├µ┤ų▓┌Č╚ų«ķgūā╗»ęÄ(gu©®)┬╔Ą─ĮY(ji©”)šō▓ó▓╗ę╗ų┬Ż¼ĀÄ(zh©źng)ūh³c(di©Żn)ų„ę¬╝»ųąį┌RaļSų°ŪąŽ„╦┘Č╚Ą─į÷╝ė│÷¼F(xi©żn)Ž╚£pąĪ║¾į÷┤¾┌ģä▌(sh©¼)Ģr(sh©¬)į┌╣š³c(di©Żn)╠ÄŪąŽ„╦┘Č╚Ą─┤¾ąĪĪŻ│÷¼F(xi©żn)ęį╔ŽĀÄ(zh©źng)ūhĄ─ų„ę¬įŁę“į┌ė┌▒Ē├µ┤ų▓┌Č╚┼cĄČŠ▀─źōpŽÓĻP(gu©Īn)Ż¼ŽÓĻP(gu©Īn)īW(xu©”)š▀į┌įć“×(y©żn)Ģr(sh©¬)╦∙▓╔ė├Ą─ĄČŠ▀ĘNŅÉ▓╗═¼Ż¼Č°▓╗═¼ĄČŠ▀į┌▓╗═¼ŪąŽ„╦┘Č╚Ž┬Ą──źōp│╠Č╚ę▓▓╗═¼Ż¼Ą├│÷Ą─ĮY(ji©”)šō▓ó▓╗ę╗ų┬ĪŻę“┤╦Ż¼į┌╠ĮŠ┐ļSų°ŪąŽ„╦┘Č╚į÷╝ėĢr(sh©¬)RaĄ─ūā╗»ęÄ(gu©®)┬╔Ģr(sh©¬)Ż¼ąĶę¬┐╝æ]ĄČŠ▀ĘNŅÉĄ─ė░ĒæĪŻ
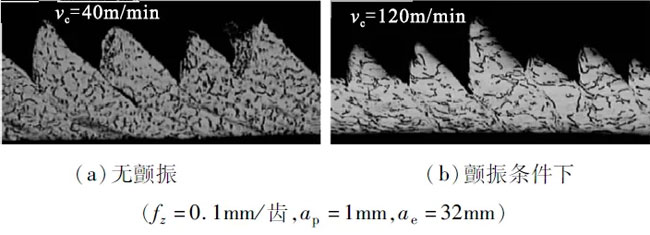
▓┐ĘųīW(xu©”)š▀蹊┐┴╦▓╗═¼ŪąŽ„Łh(hu©ón)Š│Ž┬▒Ē├µ┤ų▓┌Č╚Ą─ūā╗»ęÄ(gu©®)┬╔Ż¼╚ńShokrani A.Ą╚Ęųäeį┌Ė╔į’Īó╦«└õ║═ę║Ą¬Łh(hu©ón)Š│Ž┬ī”(du©¼)Č╦ŃŖ╝ė╣ż║¾Ą─Ti6Al4VŌü║ŽĮ╣ż╝■▒Ē├µ┘|(zh©¼)┴┐▀M(j©¼n)ąą┴╦蹊┐Ż¼░l(f©Ī)¼F(xi©żn)ė╔ė┌Ą═£ž└õģsū„ė├Ż¼╣ż╝■Ą─▒Ē├µ╚▒Ž▌’@ų°£p╔┘ĪŻŪęŽÓ▒╚ė┌╦«└õ║═Ė╔ŪąŽ„Śl╝■Ż¼į┌ę║Ą¬Ą═£ž└õģsŚl╝■Ž┬Ż¼╣ż╝■▒Ē├µ┤ų▓┌Č╚ųĄĘųäeĮĄĄ═┴╦31%║═39%ĪŻLimin S.Ą─įć“×(y©żn)ĮY(ji©”)╣¹▒Ē├„Ż¼į┌ŪąŽ„ę║Łh(hu©ón)Š│ųą«ö(d©Īng)ŪąŽ„╦┘Č╚×ķ40m/min║═80m/minĢr(sh©¬)Ż¼ė╔ė┌Ūąą╝Ą─õŲX╗»│╠Č╚╝ėäĪīóī¦(d©Żo)ų┬ŪąŽ„┴”▓©äė(d©░ng)į÷┤¾Ż¼Å─Č°ī¦(d©Żo)ų┬╣ż╝■▒Ē├µ┤ų▓┌Č╚ųĄ▒╚Ė╔ŪąŽ„Ģr(sh©¬)Ė³┤¾ĪŻČ°«ö(d©Īng)vc=120m/minĢr(sh©¬)Ż¼ė╔ė┌ĄČŠ▀─źōpŻ¼Ė╔ŪąŽ„Śl╝■Ž┬▒Ē├µ┤ų▓┌Č╚Ė³┤¾ĪŻī”(du©¼)ė┌į┌ę║Ą¬Ą═£ž└õģsŽ┬ŃŖŽ„Ti6Al4VŌü║ŽĮĢr(sh©¬)▒Ē├µ┤ų▓┌Č╚Ą─ūā╗»Ż¼Zhao W.Ą╚▀M(j©¼n)ąą┴╦Ė³×ķįö╝Ü(x©¼)Ą─蹊┐Ż¼ĮY(ji©”)╣¹▒Ē├„Ż¼į┌║ŃČ©ŪąŽ„╦┘Č╚Ž┬╣ż╝■▒Ē├µ┤ų▓┌Č╚Ģ■(hu©¼)ļSų°╔õ┴„£žČ╚Ą─Ž┬ĮĄČ°ĮĄĄ═Ż¼Ūęį┌ŪąŽ„╦┘Č╚Ęųäe×ķ60m/minŻ¼90m/minŻ¼120m/minĢr(sh©¬)Ż¼▒Ē├µ┤ų▓┌Č╚ŽÓ▒╚ė┌Ė╔ŃŖŽ„ĘųäeĮĄĄ═┴╦33.11%Ż¼24.20%Ż¼34.08%ĪŻ
Å─¼F(xi©żn)ėąčąŠ┐üĒ(l©ói)┐┤Ż¼ī”(du©¼)╣ż╝■▒Ē├µ┤ų▓┌Č╚Ą─ė░Ēæ│╠Č╚ė╔┤¾ĄĮąĪę└┤╬╩Ū▀M(j©¼n)Įo┴┐ĪóÅĮŽ“ŪąŽ„╔ŅČ╚ĪóŪąŽ„╦┘Č╚║═▌SŽ“ŪąŽ„╔ŅČ╚Ż¼Ūęį┌▀M(j©¼n)Įo┴┐║═ÅĮŽ“ŪąŽ„╔ŅČ╚▌^Ą═Ą─ŪķørŽ┬╦∙½@Ą├Ą─╣ż╝■▒Ē├µ┤ų▓┌Č╚Ė³╝诩ęč╝ė╣ż▒Ē├µ┤ų▓┌Č╚ļSŪąŽ„ģóöĄ(sh©┤)Ą─ūā╗»Ū·ŠĆęŖłD8Ż®ĪŻRaį┌ę╗Č©ĘČć·ā╚(n©©i)ļSų°ĄČŠ▀║¾ĮŪĪóĄČ╝Ō░ļÅĮ║═ŪąŽ„╦┘Č╚Ą─į÷┤¾Č°£pąĪŻ¼į┌│¼│÷┤╦ĘČć·║¾Ģ■(hu©¼)ļSų°Ė„ę“╦žĄ─į÷┤¾Č°į÷┤¾ĪŻĄČŠ▀Śl╝■ī”(du©¼)Raę▓Š▀ėąę╗Č©ė░ĒæŻ©į┌ĄČŠ▀š²│Ż─źōpļAČ╬Ż¼RaĢ■(hu©¼)ļSų°ŪąŽ„╦┘Č╚Ą─į÷┤¾Č°£pąĪŻ¼į┌ĄČŠ▀äĪ┴ę─źōpļAČ╬ätĢ■(hu©¼)ļSų°ŪąŽ„╦┘Č╚Ą─į÷┤¾Č°į÷┤¾Ż®ĪŻ
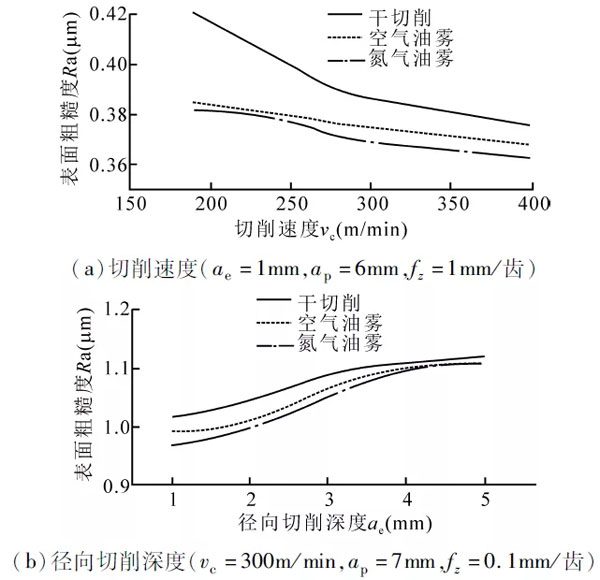
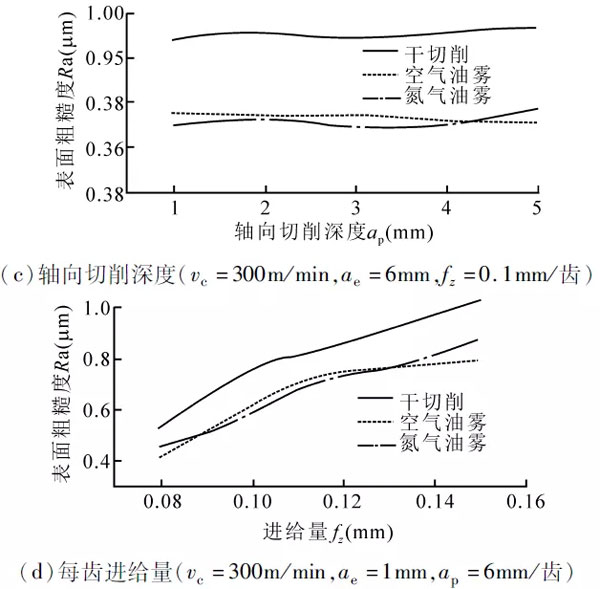
łD8 ▒Ē├µ┤ų▓┌Č╚ļSŪąŽ„ģóöĄ(sh©┤)Ą─ūā╗»
5.2 ▒Ē├µ░ūīė
Che.Haron C.H.Ą╚ī”(du©¼)Ti6Al4VŌü║ŽĮ▀M(j©¼n)ąąĖ╔▄掄įć“×(y©żn)Ģr(sh©¬)Ż¼ė^▓ņĄĮį┌ķL(zh©Żng)Ģr(sh©¬)ķgĄ─Ė╔ŪąŽ„Śl╝■Ž┬Ż¼╣ż╝■Ą─╝ė╣ż▒Ē├µ│÷¼F(xi©żn)┴╦ć└(y©ón)ųžĄ─╦║┴č║═╦▄ąįūāą╬Ż¼ī¦(d©Żo)ų┬«a(ch©Żn)╔·┴╦║±Č╚ąĪė┌0.01mmĄ─░ūīėŻ©ęŖłD9Ż®ĪŻVelásquez J.D.P.Ą╚Ą─įć“×(y©żn)ĮY(ji©”)╣¹▒Ē├„Ż¼į┌Ti6Al4VŌü║ŽĮęč╝ė╣ż▒Ē├µ╔Ž┤µį┌╬óė^░ūīėŻ¼į┌░ūīėųą¤o(w©▓)╗»īW(xu©”)Ę┤æ¬(y©®ng)║═ŽÓūāĄ─░l(f©Ī)╔·Ż¼▓óīóüå▒Ē├µĘų│╔┴╦ęįŽ┬╚²éĆ(g©©)▓╗═¼Ą─ģ^(q©▒)ė“Ż║Ė▀Č╚ö_äė(d©░ng)ģ^(q©▒)Īó╦▄ąįūāą╬īėģ^(q©▒)ęį╝░╬┤ė^▓ņĄĮ╦▄ąįūāą╬Ą─¤o(w©▓)ė░Ēæģ^(q©▒)ĪŻßśī”(du©¼)Ōü║ŽĮĄ─▒Ē├µ░ūīėŻ¼Rancic M.Ą╚═©▀^(gu©░)SEMÆ▀├ĶļŖńR║═TEM═Ė╔õļŖńR▀M(j©¼n)ąą┴╦ė^▓ņŻ¼šJ(r©©n)×ķ▓─┴Ž╦∙│ą╩▄Ą─¤ßÖC(j©®)ąĄ▌d║╔╩Ū░ūīė«a(ch©Żn)╔·Ą─Ė∙▒ŠįŁę“ĪŻ░ūīė╩Ūę╗éĆ(g©©)å╬ŽÓīėŻ©╝s250nmŻ®Ż¼Ųõų„ę¬ĮM│╔│╔Ęų×ķα′ŽÓ║═äė(d©░ng)æB(t©żi)į┘ĮY(ji©”)Š¦¤o(w©▓)ą“╝{├ūŅw┴ŻĪŻĄ½Sun J.Ą╚į┌ī”(du©¼)TB6Ōü║ŽĮ▀M(j©¼n)ąą▄掄įć“×(y©żn)Ģr(sh©¬)░l(f©Ī)¼F(xi©żn)Ż¼Ųõ╝ė╣ż▒Ē├µ▓ó╬┤│÷¼F(xi©żn)╦▄ąįūāą╬ęį╝░░ūīėŻ¼šf(shu©Ł)├„░ūīėĄ─│÷¼F(xi©żn)┐╔─▄┼cŌü║ŽĮĄ─ĘNŅÉ╗“ŪąŽ„Śl╝■ėąĻP(gu©Īn)ĪŻė╔ė┌░ūīėĄ─ė▓Č╚║▄Ė▀Ż¼ėąĢr(sh©¬)Ģ■(hu©¼)įņ│╔▓─┴ŽĄ─┤¾ēKäā┬õ╗“│╔×ķŲŻä┌į┤Ż¼ī”(du©¼)╣ż╝■Ą─▒Ē├µ┘|(zh©¼)┴┐ė░Ēæ’@ų°ĪŻ
5.3 ▒Ē├µÜłėÓæ¬(y©®ng)┴”
ęč╝ė╣ż▒Ē├µīėÜłėÓæ¬(y©®ng)┴”ī”(du©¼)┴Ń╝■Ą─╩╣ė├ąį─▄ėąųžę¬ė░ĒæŻ¼ÜłėÓ└Łæ¬(y©®ng)┴”Ģ■(hu©¼)ĮĄĄ═┴Ń╝■Ą─ŲŻä┌ÅŖ(qi©óng)Č╚Ż¼ėąĢr(sh©¬)╔§ų┴į┌ŪąŽ„╝ė╣ż║¾Ż¼Ģ■(hu©¼)╩╣┴Ń╝■▒Ē├µ«a(ch©Żn)╔·╬ó┴č╝yŻ¼Č°ÜłėÓē║æ¬(y©®ng)┴”ģs─▄ęųųŲ┴č╝yĄ─├╚╔·Ż¼╠ßĖ▀┴Ń╝■Ą─ŲŻä┌ÅŖ(qi©óng)Č╚ĪŻę“┤╦Ż¼ķ_š╣ī”(du©¼)▒Ē├µÜłėÓæ¬(y©®ng)┴”Ą─蹊┐Ż¼ī”(du©¼)▒ŻūC╣ż╝■▒Ē├µ┘|(zh©¼)┴┐Š▀ėąųžę¬ęŌ┴xĪŻ
łD9 ╝ė╣ż▒Ē├µ░ūīėĄ─’@╬óĮM┐Ś
ŪąŽ„ģóöĄ(sh©┤)║═ĄČŠ▀Äū║╬ģóöĄ(sh©┤)ī”(du©¼)▒Ē├µÜłėÓæ¬(y©®ng)┴”Ą─ė░Ēæę╗ų▒ęįüĒ(l©ói)Č╝╩Ū蹊┐Ą─ųž³c(di©Żn)ĪŻTian W.J.Ą╚Ą─įć“×(y©żn)ĮY(ji©”)╣¹▒Ē├„Ż¼į┌ŃŖŽ„TC11Ōü║ŽĮ▀^(gu©░)│╠ųąŻ¼x║═yĘĮŽ“╔ŽĄ─ÜłėÓæ¬(y©®ng)┴”ļSų°ŪąŽ„╦┘Č╚Īó├┐²X▀M(j©¼n)Įo┴┐Ą─į÷╝ėČ°į÷┤¾Ż¼ŲõųąŪąŽ„╦┘Č╚ī”(du©¼)ÜłėÓæ¬(y©®ng)┴”Ą─ė░ĒæūŅ┤¾Ż¼xĘĮŽ“╔ŽĄ─ÜłėÓæ¬(y©®ng)┴”ī”(du©¼)ŃŖŽ„ģóöĄ(sh©┤)Ą─ūā╗»Ė³×ķ├¶ĖąŻ¼Č°ŃŖŽ„╔ŅČ╚ī”(du©¼)▒Ē├µÜłėÓæ¬(y©®ng)┴”Ą─ė░ĒæęÄ(gu©®)┬╔▓ó▓╗├„’@ĪŻĄ½į┌Ė▀╦┘ŃŖŽ„Ģr(sh©¬)Ż¼Ōü║ŽĮęč╝ė╣ż╣ż╝■▒Ē├µĄ─ÜłėÓē║æ¬(y©®ng)┴”ļSų°ŃŖŽ„╦┘Č╚Īó├┐²X▀M(j©¼n)Įo┴┐║═ŃŖŽ„īÆČ╚Ą─į÷╝ėČ°ĮĄĄ═Ż¼▓╗╩▄ŃŖŽ„╔ŅČ╚Ą─ė░ĒæĪŻ«ö(d©Īng)ŃŖŽ„╦┘Č╚ę╗Č©Ģr(sh©¬)Ż¼▒Ē├µÜłėÓē║æ¬(y©®ng)┴”į┌├┐²X▀M(j©¼n)Įo┴┐║═ŪąŽ„īÆČ╚į÷┤¾ĄĮę╗Č©│╠Č╚║¾│╩į÷┤¾┌ģä▌(sh©¼)Ż¼į┌▒Ēīė│÷¼F(xi©żn)ÜłėÓ└Łæ¬(y©®ng)┴”Ż¼ŪęÜłėÓæ¬(y©®ng)┴”īėīóūā╔ŅĪŻČ°ĄČŠ▀Äū║╬ģóöĄ(sh©┤)ī”(du©¼)▒Ē├µÜłėÓē║æ¬(y©®ng)┴”Ą─ė░Ēæ│╠Č╚ė╔┤¾ĄĮąĪę└┤╬×ķĄČŠ▀║¾ĮŪ>┬▌ą²ĮŪ>ĄČŠ▀Ū░ĮŪĪŻ
×ķĮę╩Šį┌ę║Ą¬Ą═£ž└õģsŁh(hu©ón)Š│Ž┬ŪąŽ„╝ė╣żŌü║ŽĮĢr(sh©¬)▒Ē├µÜłėÓæ¬(y©®ng)┴”Ą─ūā╗»ęÄ(gu©®)┬╔Ż¼Ayed Y.Ą╚蹊┐┴╦Ė▀╦┘▄掄Ti6Al4VŌü║ŽĮįć“×(y©żn)Ż¼ĮY(ji©”)╣¹▒Ē├„Ż¼ŽÓ▒╚ė┌Ė╔ŪąŽ„Śl╝■Ż¼▓╔ė├Ą═£ž▌oų·╝╝ąg(sh©┤)┐╔ęį’@ų°╠ßĖ▀╣ż╝■Ą─▒Ē├µÜłėÓē║æ¬(y©®ng)┴”Ż¼▓óųĖ│÷▒Ē├µÜłėÓē║æ¬(y©®ng)┴”Ą─┤¾ąĪæ¬(y©®ng)┼cę║Ą¬Ą─┴„╦┘║═ē║┴”│╩š²ŽÓĻP(gu©Īn)ĪŻZhao W.Ą╚Ą─ŃŖŽ„įć“×(y©żn)▒Ē├„Ż¼į┌ę║Ą¬└õģsĄ═£žŽ┬╝ė╣żŌü║ŽĮĢr(sh©¬)Ż¼╣ż╝■▒Ē├µĄ─ÜłėÓē║æ¬(y©®ng)┴”Ė▀ė┌Ė╔ŃŖŽ„Ģr(sh©¬)Ą─╣ż╝■▒Ē├µÜłėÓē║æ¬(y©®ng)┴”ĪŻŪęļSų°ŪąŽ„╦┘Č╚Ą─į÷╝ėŻ¼ÜłėÓē║æ¬(y©®ng)┴”╝░æ¬(y©®ng)┴”īėĄ─╔ŅČ╚ę▓īóļSų«į÷╝ėĪŻ
Sun J.Ą╚░l(f©Ī)¼F(xi©żn)Ż¼į┌š²Į╗▄掄TB6Ōü║ŽĮĢr(sh©¬)Ż¼╣ż╝■▒Ē├µĄ─ÜłėÓæ¬(y©®ng)┴”×ķ▌^┤¾Ą─ÜłėÓē║æ¬(y©®ng)┴”Ż¼Ūęį┌╝s250μmĄ─▒Ēīėā╚(n©©i)æ¬(y©®ng)┴”ĀŅæB(t©żi)▓╗öÓĮ╗╠µūā╗»ĪŻĄ½┼cŃŖŽ„Ōü║ŽĮĢr(sh©¬)╦∙Ą├ĮY(ji©”)šō▓╗═¼Ą─╩ŪÜłėÓē║æ¬(y©®ng)┴”Ģ■(hu©¼)ļSų°▀M(j©¼n)Įo╦┘Č╚Ą─į÷╝ėČ°į÷┤¾Ż¼Č°ŪąŽ„╦┘Č╚ī”(du©¼)ÜłėÓē║æ¬(y©®ng)┴”Ą─ė░Ēæ▓ó▓╗├„’@ĪŻ▀@šf(shu©Ł)├„į┌Ė▀╦┘ŃŖŽ„║═▄掄Ōü║ŽĮĢr(sh©¬)Ż¼╣ż╝■▒Ē├µĄ─ÜłėÓē║æ¬(y©®ng)┴”┼cŪąŽ„╦┘Č╚ų«ķgĄ─ĻP(gu©Īn)┬ō(li©ón)│╠Č╚┐╔─▄ėą╦∙▓╗═¼Ż¼ę▓ėą┐╔─▄╩Ūė╔ė┌į┌įć“×(y©żn)Ģr(sh©¬)╦∙▓╔ė├Ą─╣ż╝■▓─┴ŽŅÉäe▓╗═¼╦∙įņ│╔Ą─▓Ņ«ÉĪŻ
6ĪóĄČŠ▀─źōp蹊┐
╝ė╣żŌü║ŽĮĢr(sh©¬)ĄČŠ▀─źōpć└(y©ón)ųžŻ¼│ŻėąŪ░ĄČ├µį┬č└═▌─źōpĪó║¾ĄČ├µ─źōpĪó▀ģĮń─źōpęį╝░╬ó▒└╚ą║═ŲŲōpĄ╚░l(f©Ī)╔·Ż¼ę“┤╦蹊┐╚╦åTī”(du©¼)┤╦ķ_š╣┴╦┤¾┴┐Ą─įć“×(y©żn)蹊┐ĪŻ
6.1 ė▓┘|(zh©¼)║ŽĮĄČŠ▀
─┐Ū░Ż¼Ōü║ŽĮŪąŽ„╝ė╣żų„ę¬ęįė▓┘|(zh©¼)║ŽĮĄČŠ▀×ķų„Ż¼Ųõ─źōpÖC(j©®)└Ēų„ę¬×ķš│ĮY(ji©”)─źōpĪóöU(ku©░)╔ó─źōp║═č§╗»─źōpĪŻė╔łD10┐╔ęį┐┤│÷Ż¼į┌╩╣ė├ė▓┘|(zh©¼)║ŽĮĄČŠ▀Ė▀╦┘ŪąŽ„Ōü║ŽĮĢr(sh©¬)Ż¼į┌Ū░ĄČ├µ╔Žīó│÷¼F(xi©żn)į┬č└═▌─źōpŻ¼║¾ĄČ├µ╔Žę▓Ģ■(hu©¼)░l(f©Ī)╔·─źōp║═¤ß┴č╝yĪŻ▓┐ĘųīW(xu©”)š▀ßśī”(du©¼)WC╠╝╗»µuĄČŠ▀į┌ŪąŽ„╝ė╣żTi6Al4VŌü║ŽĮĢr(sh©¬)Ż¼ę“ā╚(n©©i)▓┐į¬╦ž?c©ói)U(ku©░)╔ó╗“░l(f©Ī)╔·╗»īW(xu©”)Ę┤æ¬(y©®ng)╦∙ę²ŲĄ─ĄČŠ▀─źōp▀M(j©¼n)ąą┴╦蹊┐ĪŻZhang S.Ą╚Ą─įć“×(y©żn)ĮY(ji©”)╣¹▒Ē├„Ż¼į┌WCĄČŠ▀Ą─ĄČ-ą╝Įń├µŻ¼ė╔ė┌ĄČŠ▀ā╚(n©©i)▓┐Coį¬╦žĄ─öU(ku©░)╔óīóę²ŲWCŅw┴Ż├ō┬õŻ¼Å─Č°ī¦(d©Żo)ų┬Ū░ĄČ├µę“─ź┴Ż─źōp│÷¼F(xi©żn)į┬č└═▌ĪŻ═§ėóū╦Ą╚ę▓ųĖ│÷Ż¼öU(ku©░)╔ó─źōp╩Ūė╔ė┌ĄČŠ▀▓─┴ŽųąĄ─W║═CoŽ“Ōü║ŽĮš│ĮY(ji©”)īėųąöU(ku©░)╔óŻ¼Č°š│ĮY(ji©”)īėųąĄ─TiŽ“ĄČŠ▀▓─┴ŽöU(ku©░)╔óĢ■(hu©¼)ī¦(d©Żo)ų┬ĄČŠ▀▓─┴ŽĄ─ĮM┐ŚĮY(ji©”)śŗ(g©░u)░l(f©Ī)╔·ūā╗»Ż¼ĮĄĄ═ė▓Č╚║═ĒgąįŻ¼Å─Č°ę²ŲĄČŠ▀─źōpĪŻ
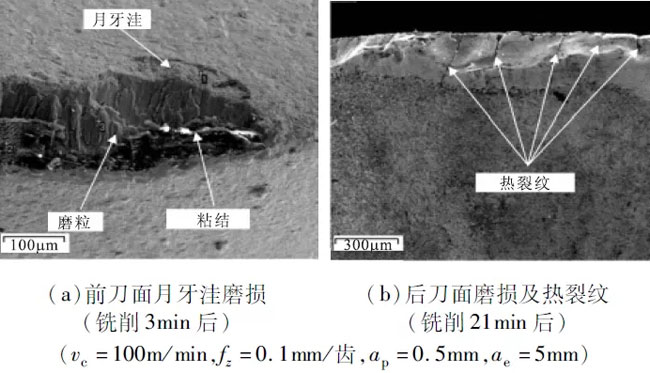
łD10 SEMŽ┬╦∙ė^£y(c©©)ĄĮĄ─ĄČŠ▀─źōpŪķør
Li A.H.║═Wang F.Ą╚▓╔ė├Ti(C-N)-Al2O3═┐īėė▓┘|(zh©¼)║ŽĮĄČŠ▀ī”(du©¼)Ti6Al4VŌü║ŽĮ▀M(j©¼n)ąą┴╦Ė▀╦┘ŃŖŽ„įć“×(y©żn)ĪŻĮY(ji©”)╣¹▒Ē├„Ż¼ĄČŠ▀Ą─Ū░ĄČ├µų„ę¬×ķš│ų°─źōpĪóŲŻä┌─źōpęį╝░č§╗»─źōpĪŻČ°į┌ŪąŽ„╦┘Č╚▀_(d©ó)ĄĮ300m/min║¾Ż¼²X├µ─źōpīÆČ╚īóčĖ╦┘į÷┤¾ĪŻĄČŠ▀─źōpļSų°ŪąŽ„╦┘Č╚║═▀M(j©¼n)Įo╦┘Č╚Ą─į÷┤¾Č°╝ėäĪĪŻ▓╔ė├Ą─└õģsĘĮ╩Į▓╗═¼Ģr(sh©¬)Ż¼ĄČŠ▀Ą──źōp│╠Č╚ę▓Ģ■(hu©¼)ėą║▄┤¾▓Ņ«ÉĪŻ╚ńŻ║Su Y.Ą╚Ė▀╦┘ŃŖŽ„Ti6Al4VŌü║ŽĮĄ─įć“×(y©żn)ĮY(ji©”)╣¹▒Ē├„Ż¼▓╔ė├CCNGē║┐s└õĄ¬?d©▓)Ō║═CCNGOMē║┐s└õĄ¬?d©▓)Ōė═ņFĄ─└õģsĘĮ╩Į─▄ėąą¦Ė─╔ŲTiN/TiC/TiN═┐īėė▓┘|(zh©¼)║ŽĮĄČŠ▀Ą──źōpŪķørŻ¼Å─Č°čėķL(zh©Żng)ĄČŠ▀Ą─╩╣ė├ē█├³ĪŻ
6.2 PCDĄČŠ▀
į┌PCDĄČŠ▀ŪąŽ„╝ė╣żŌü║ŽĮĄ─▀^(gu©░)│╠ųąŻ¼ĄČŠ▀─źōpÖC(j©®)└Ēų„ę¬×ķ─ź┴Ż─źōp┼cš│ĮY(ji©”)─źōpŻ¼ė╔łD11┐╔ęŖŻ¼ļSų°ŪąŽ„╦┘Č╚Ą─į÷╝ėŻ¼Ū░ĄČ├µ░l(f©Ī)╔·äā┬õŻ¼║¾ĄČ├µ│÷¼F(xi©żn)£Ž▓█─źōp▓óųØu▐D(zhu©Żn)ūā?y©Łu)ķ┤¾├µĘeĄ─▒└╚ą¼F(xi©żn)Ž¾ĪŻ
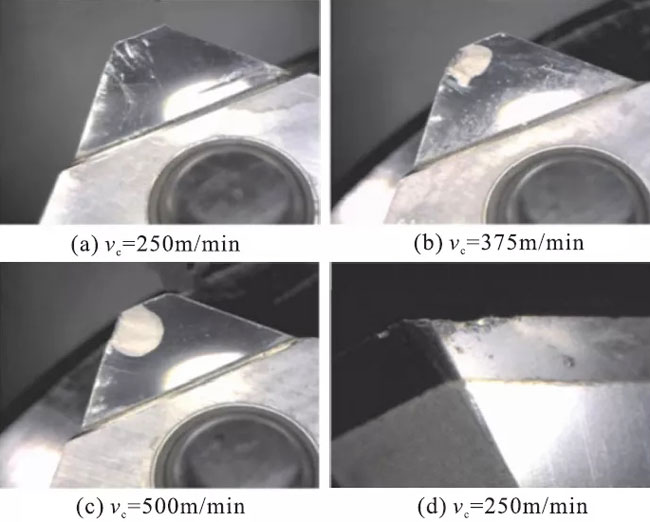
łD11 ▓╗═¼ŪąŽ„╦┘Č╚Ž┬PCDĄČŠ▀Ū░Īó║¾ĄČ├µ─źōpŪķør
Nabhani F.Ą╚═©▀^(gu©░)TA48Ōü║ŽĮĄ─Ė▀╦┘▄掄įć“×(y©żn)░l(f©Ī)¼F(xi©żn)Ż¼«ö(d©Īng)ŪąŽ„£žČ╚Ė▀ė┌760Īµ║═900ĪµĢr(sh©¬)Ż¼PCDĄČŠ▀┼c╣ż╝■▓─┴Žų«ķgĢ■(hu©¼)░l(f©Ī)╔·├„’@Ą─└õ║ĖĪŻČ°ī”(du©¼)ė┌į┌ŪąŽ„▀^(gu©░)│╠ųąPCDĄČŠ▀╦∙│÷¼F(xi©żn)Ą─öU(ku©░)╔ó─źōpŻ¼Su H.H.Ą╚═©▀^(gu©░)Ė▀╦┘ŪąŽ„TA15Ōü║ŽĮĄ─įć“×(y©żn)▀M(j©¼n)ąą┴╦蹊┐ĪŻRosemar B.Da SilvaĄ╚═©▀^(gu©░)▄掄Ti6Al4VŌü║ŽĮįć“×(y©żn)░l(f©Ī)¼F(xi©żn)Ż¼ŽÓ▒╚ė┌é„Įy(t©»ng)└õģsę║Ż¼į┌Ė▀ē║└õģsę║Ž┬Ė▀╦┘ŪąŽ„Ōü║ŽĮĢr(sh©¬)Ż¼PCDĄČŠ▀ē█├³į÷╝ė┴╦9~21▒ČŻ¼Ūęį┌▌^Ą═ŪąŽ„╦┘Č╚Ž┬▓╔ė├20.3MPaĖ▀ē║└õģsę║Ģr(sh©¬)Ż¼ĄČŠ▀ąį─▄Ė³║├ĪŻ
Schrock D.J.Ą╚═©▀^(gu©░)ī”(du©¼)Ė▀╦┘▄掄Ti-6Al-4VĢr(sh©¬)PCDĄČŠ▀─źōpŪķørĄ─Ęų╬÷░l(f©Ī)¼F(xi©żn)Ż¼į┌vc=61m/minĢr(sh©¬)Ż¼Ū░ĄČ├µ│÷¼F(xi©żn)╔╚ą╬öÓ┴č─źōpŻ╗į┌vc=122m/minĢr(sh©¬)Ż¼ė^▓ņĄĮ┴╦╣Ō╗¼Ą─į┬č└═▌─źōpĪŻšJ(r©©n)×ķŪ░ĄČ├µ▓╗Š∙ä“╔╚ą╬─źōpĄ─│÷¼F(xi©żn)╩Ūė╔ė┌╣ż╝■▓─┴Žųą║¼ėą▌^ČÓĄ─αŽÓĪŻČ°į┬č└═▌─źōpĄ─│÷¼F(xi©żn)ät╩Ūė╔ė┌╣ż╝■ųąαŽÓ▐D(zhu©Żn)ūā?y©Łu)?beta;ŽÓŪęį┘ĮY(ji©”)Š¦¼F(xi©żn)Ž¾į÷╝ė╦∙ų┬ĪŻPretorius C.J.Ą╚į┌╩╣ė├PCDĄČŠ▀Ė▀╦┘Š½╝ė╣żTi-6Al-2Sn-4Zr-6MoĢr(sh©¬)░l(f©Ī)¼F(xi©żn)Ż¼ĄČŠ▀ē█├³Ż©ūŅķL(zh©Żng)80minŻ®Ģ■(hu©¼)ļSų°PCDŠ¦┴Ż│▀┤ńĄ─į÷┤¾Č°į÷ķL(zh©Żng)ĪŻČ°«ö(d©Īng)Š¦┴Ż│▀┤ń│¼▀^(gu©░)14μm║¾Ż¼į┘▀M(j©¼n)ę╗▓Įį÷╝ėŠ¦┴Ż│▀┤ńĢ■(hu©¼)ī”(du©¼)ĄČŠ▀ē█├³«a(ch©Żn)╔·▓╗└¹ė░ĒæĪŻ╩╣ė├│¼┤ų╝ē(j©¬)Ż©╝s×ķ39μmŻ®PCDĄČŠ▀╝ė╣żĢr(sh©¬)Ż¼ĄČŠ▀āHį┌8min║¾Š═│÷¼F(xi©żn)╦ķ┴č║═▀ģŠēöÓ┴čĪŻ
6.3 CBNĄČŠ▀
蹊┐░l(f©Ī)¼F(xi©żn)Ż¼ŪąŽ„╝ė╣żTi6Al4VŌü║ŽĮĢr(sh©¬)Ż¼ė░ĒæPCBNĄČŠ▀ē█├³Ą─ę“╦žė╔┤¾ĄĮąĪę└┤╬╩Ū▒││įĄČ┴┐ĪóŪąŽ„╦┘Č╚║═▀M(j©¼n)Įo┴┐Ż¼į┌Ė▀ŪąŽ„╦┘Č╚ĪóĄ═▀M(j©¼n)Įo┴┐ĪóĄ═▒││įĄČ┴┐Śl╝■Ž┬Ą─ĄČŠ▀ē█├³Ė³ķL(zh©Żng)ĪŻŲõųą▀M(j©¼n)Įo┴┐ī”(du©¼)PCBNĄČŠ▀Ą─Ū░ĄČ├µōpē─ė░ĒæūŅ┤¾Ż¼ŪąŽ„╔ŅČ╚ī”(du©¼)║¾ĄČ├µĄ─ōpē─ė░ĒæūŅ┤¾Ż¼▓óŪęį┌ŪąŽ„╔ŅČ╚▀_(d©ó)ĄĮ─│ĘN│╠Č╚║¾Ż¼║¾ĄČ├µĢ■(hu©¼)│÷¼F(xi©żn)£Ž▓█─źōpĪŻ▀M(j©¼n)ę╗▓Į蹊┐░l(f©Ī)¼F(xi©żn)Ū░ĄČ├µų„ę¬×ķ╚ą┐┌▒└╚ąŻ¼║¾ĄČ├µätĢ■(hu©¼)ė╔ė┌╬ó▒└ŲŲōp«a(ch©Żn)╔·▓╗Š∙ä“Ą─╔Ņ£Ž▓█─źōpŻ©ęŖłD12Ż®ĪŻ
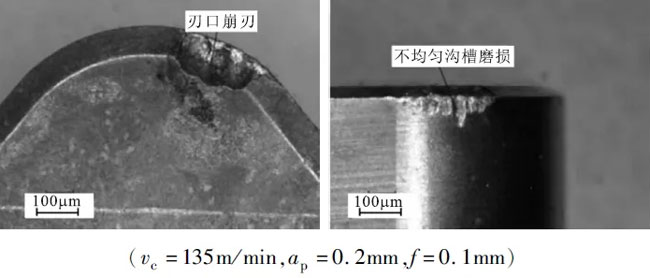
łD12 PCBNĄČŠ▀Ą──źōpą╬æB(t©żi)
ė╔ė┌CBNĄČŠ▀Š▀ėąĖ▀ė▓Č╚║═Ė▀╚█³c(di©Żn)Ą─╠ž³c(di©Żn)Ż¼┐╔ęį│ą╩▄ŪąŽ„╝ė╣żŌü║ŽĮĢr(sh©¬)╦∙«a(ch©Żn)╔·Ą─Ė▀£žĖ▀ē║Ż¼ę“┤╦Ż¼▒╚▌^▀m║Žė├ė┌Ōü║ŽĮĄ─ŪąŽ„╝ė╣żĪŻčąŠ┐░l(f©Ī)¼F(xi©żn)Ż¼▓╗═¼ĘNŅÉĄ─CBNĄČŠ▀ąį─▄▓Ņ«É║▄┤¾ĪŻEzugwu E.O.Ą╚ī”(du©¼)Ė▀╦┘▄掄Ti6Al4VŌü║ŽĮĢr(sh©¬)▓╗═¼Ą╚╝ē(j©¬)Ą─CBNĄČŠ▀ąį─▄▀M(j©¼n)ąąčąŠ┐░l(f©Ī)¼F(xi©żn)Ż¼T1╝ē(j©¬)CBNĄČŠ▀(50% CBNŻ¼50% TiC ceramic)ąį─▄ūŅ║├Ż¼T2(90% CBNŻ¼10% Al ceramic)║═T3(90% CBNŻ¼10% Al ceramicŻ¼coated)┤╬ų«ĪŻĄ½╩Ūå╬Å─ĄČŠ▀ē█├³üĒ(l©ói)┐┤Ż¼▀@ÄūĘNĄČŠ▀Č╝▓╗╚ń╬┤═┐īėė▓┘|(zh©¼)║ŽĮĄČŠ▀Ż©T4Ż®Ą─╩╣ė├ē█├³ķL(zh©Żng)Ż¼▓╗▀^(gu©░)ģs─▄ĦüĒ(l©ói)▌^║├Ą─▒Ē├µ┘|(zh©¼)┴┐ĪŻ╩╣ė├T1║═T4ĄČŠ▀▀M(j©¼n)ąą╝ė╣żĢr(sh©¬)│÷¼F(xi©żn)Ū░ĄČ├µ─źōpŻ╗Č°į┌╩╣ė├T2║═T3ĄČŠ▀╝ė╣żĢr(sh©¬)│÷¼F(xi©żn)£Ž▓█─źōpęį╝░▒└╚ą¼F(xi©żn)Ž¾ĪŻWang Z.G.Ą╚▓╔ė├¤o(w©▓)š│ĮY(ji©”)ä®┴óĘĮĄ¬╗»┼ĄČŠ▀Ż©BCBNŻ®ī”(du©¼)Ti6Al4VŌü║ŽĮ▀M(j©¼n)ąą┴╦Ė▀╦┘ŃŖŽ„įć“×(y©żn)Ż¼╠ß│÷▓╗Š∙ä“Ą─║¾ĄČ├µ─źōp╩ŪBCBNĄČŠ▀Ą─ų„ę¬─źōpą╬╩ĮŻ¼ĄČŠ▀ē█├³Ģ■(hu©¼)ļSų°ŪąŽ„╔ŅČ╚║═▀M(j©¼n)Įo╦┘Č╚Ą─į÷╝ėČ°ĮĄĄ═ĪŻ└Ņ╠╠Ą╚Ą─įć“×(y©żn)ĮY(ji©”)╣¹▒Ē├„Ż¼ļSų°ŪąŽ„£žČ╚Ą─╔²Ė▀Ż¼PCBNĄČŠ▀Ą─š│ĮY(ji©”)─źōp│╠Č╚į÷┤¾Ż¼ĄČŠ▀▒Ē├µīó«a(ch©Żn)╔·įĮüĒ(l©ói)įĮć└(y©ón)ųžĄ─č§╗»─źōpŻ¼ÖC(j©®)ąĄŲŻä┌┼c¤ßŲŻä┌╩ŪĄČŠ▀«a(ch©Żn)╔·ŲŲōpĄ─ų„ę¬įŁę“ĪŻ
ĪĪĪĪ7Īó蹊┐Ą─▓╗ūŃęį╝░╬┤üĒ(l©ói)░l(f©Ī)š╣ĘĮŽ“
7.1 蹊┐Ą─▓╗ūŃ
═©▀^(gu©░)ī”(du©¼)╔Ž╩÷蹊┐ĮY(ji©”)╣¹Ą─Ęų╬÷Ż¼░l(f©Ī)¼F(xi©żn)─┐Ū░Ą─蹊┐▀Ć┤µį┌ęįŽ┬å¢(w©©n)Ņ}Ż║
(1)Ōü║ŽĮõŲXą╬Ūąą╝Ą─ą╬│╔ÖC(j©®)└Ē╚į╚╗┤µį┌ĀÄ(zh©źng)ūhŻ¼═¼Ģr(sh©¬)ASBā╚(n©©i)▓┐Ą─ĮM┐Śč▌╗»ÖC(j©®)ųŲĘŪ│ŻÅ═(f©┤)ļsŻ¼▓╗═¼ŪąŽ„Śl╝■Ģ■(hu©¼)ī”(du©¼)ASBā╚(n©©i)╬óė^ĮM┐Śą╬æB(t©żi)«a(ch©Żn)╔·▌^┤¾ė░ĒæŻ¼╩╣Ą├Ųõ蹊┐▌^×ķ└¦ļyĪŻ
(2)õŲXą╬Ūąą╝Ą─ą╬│╔▒ž╚╗Ģ■(hu©¼)ę²ŲŪąŽ„┴”Ą─ų▄Ų┌ąį▓©äė(d©░ng)Ż¼═¼Ģr(sh©¬)ė░Ēæęč╝ė╣ż▒Ē├µ┘|(zh©¼)┴┐ĪŻĄ½─┐Ū░ī”(du©¼)õŲXą╬Ūąą╝蹊┐ų„ę¬╝»ųąį┌Č©ąįĘų╬÷║═Č©┴┐▒Ēš„ĘĮ├µŻ¼╔ą¤o(w©▓)ĻP(gu©Īn)ė┌õŲXą╬Ūąą╝ĪóŪąŽ„┴”┼c▒Ē├µ┤ų▓┌Č╚ų«ķgā╚(n©©i)į┌┬ō(li©ón)ŽĄĄ─Š▀¾w蹊┐ĪŻ
(3)į┌ŪąŽ„┴”ĘĮ├µļm╚╗▀M(j©¼n)ąą┴╦┤¾┴┐蹊┐▓ó╚ĪĄ├┴╦ę╗Č©│╔╣¹Ż¼Ą½įć“×(y©żn)ĮY(ji©”)šō▓ó▓╗ę╗ų┬Ż¼ŪęŲõųąĻP(gu©Īn)ė┌ŪąŽ„┴”Ą─蹊┐┤¾ČÓ╩Ū╝»ųąį┌ņoæB(t©żi)ŪąŽ„┴”ĘĮ├µŻ¼ī”(du©¼)ė┌õŲXą╬Ūąą╝ę²ŲĄ─ų▄Ų┌ąįäė(d©░ng)æB(t©żi)ŪąŽ„┴”Ą─蹊┐▌^╔┘ĪŻ
(4)į┌ŪąŽ„£žČ╚£y(c©©)┴┐Ģr(sh©¬)Ż¼▒M╣▄╩╣ė├▌Ś╔õĘ©ī”(du©¼)ŪąŽ„£žČ╚▀M(j©¼n)ąą£y(c©©)£žĢr(sh©¬)─▄ē“▌^║├Ą─½@Ą├ŪąŽ„£žČ╚Ż¼Ą½ų╗─▄Ą├ĄĮ╣ż╝■╝░Ūąą╝Ą─▒Ē├µ£žČ╚Ż¼Č°▓╗─▄Ą├ĄĮš¹éĆ(g©©)ŪąŽ„ģ^(q©▒)ė“Ą─£žČ╚Ęų▓╝Ż¼Ė³¤o(w©▓)Ę©½@Ą├ī”(du©¼)ĄČŠ▀─źōpŠ▀ėąøQČ©ū„ė├Ą─ĄČ-ą╝Įėė|Įń├µ£žČ╚ĪŻ
(5)į┌▒Ē├µ┘|(zh©¼)┴┐ĘĮ├µŻ¼¼F(xi©żn)ėąčąŠ┐┤¾ČÓŠųŽ▐ė┌å╬ę╗ųĖś╦(bi©Īo)Ą─ūā╗»Č°╚▒╔┘╚½├µĘų╬÷Ż¼╩╣Ą├▒Ē├µ┘|(zh©¼)┴┐Ą─蹊┐╚▒Ę”ŽĄĮy(t©»ng)ąį║═ę╗ų┬ąįĪŻ═¼Ģr(sh©¬)Å─╣ż╝■Ą─Ę■ę█ąį─▄üĒ(l©ói)šf(shu©Ł)Ż¼▒Ē├µ░ūīė║═ÜłėÓæ¬(y©®ng)┴”Ą─ė░ĒæĖ³┤¾Ż¼ī”(du©¼)▀@ĘĮ├µĄ─蹊┐▀Ćėą┤²╔Ņ╚ļĪŻ
(6)į┌ĄČŠ▀─źōpĘĮ├µŻ¼ßśī”(du©¼)ė▓┘|(zh©¼)║ŽĮĄČŠ▀Ą─蹊┐▌^ČÓŻ¼Č°ī”(du©¼)ąį─▄Ė³║├PCD║═CBNĄČŠ▀Ą─蹊┐▌^╔┘Ż¼į┌ę╗Č©│╠Č╚╔ŽųŲ╝s┴╦Ōü║ŽĮĄ─æ¬(y©®ng)ė├ĪŻ
7.2 ╬┤üĒ(l©ói)░l(f©Ī)š╣ĘĮŽ“
ßśī”(du©¼)ęį╔Žå¢(w©©n)Ņ}Ż¼æ¬(y©®ng)Å─ęįŽ┬ĘĮ├µķ_š╣▀M(j©¼n)ę╗▓ĮĄ─╔Ņ╚ļ蹊┐Ż║
(1)└^└m(x©┤)╔Ņ╚ļ蹊┐Ōü║ŽĮõŲXą╬Ūąą╝ą╬│╔ÖC(j©®)└Ē║═ASBā╚(n©©i)▓┐č▌ūāęÄ(gu©®)┬╔Ż¼Įę╩Š┤¾æ¬(y©®ng)ūāĪóĖ▀æ¬(y©®ng)ūā┬╩Ž┬Ą─ŽÓūāęį╝░äė(d©░ng)æB(t©żi)į┘ĮY(ji©”)Š¦ÖC(j©®)ųŲĪŻķ_š╣Ūąą╝ūāą╬ĪóŪąŽ„┴”ĪóŪąŽ„£žČ╚║═╝ė╣ż▒Ē├µ┘|(zh©¼)┴┐Ą─ŽĄĮy(t©»ng)蹊┐Ż¼Įę╩ŠõŲXą╬Ūąą╝║═ų▄Ų┌ąįŪąŽ„┴”ĪóŪąŽ„£žČ╚║═╝ė╣ż▒Ē├µ┘|(zh©¼)┴┐ų«ķgĄ─Č©┴┐ĻP(gu©Īn)ŽĄĪŻ
(2)▀M(j©¼n)ę╗▓Įķ_š╣äė(d©░ng)æB(t©żi)ŪąŽ„┴”蹊┐Ż¼Įę╩Šäė(d©░ng)æB(t©żi)ŪąŽ„┴”ļSŪąŽ„ģóöĄ(sh©┤)Ą─ūā╗»ęÄ(gu©®)┬╔ęį╝░┼cõŲXą╬Ūąą╝ų«ķgĄ─Č©┴┐ĻP(gu©Īn)ŽĄŻ¼×ķŪąŽ„ģóöĄ(sh©┤)ā×(y©Łu)╗»ĄņČ©╗∙ĄA(ch©│)ĪŻ
(3)ķ_š╣╗∙ė┌ĘŪĮėė|╩Į£y(c©©)£žĘ©Ą─ŪąŽ„£žČ╚蹊┐Ż¼Įę╩ŠŪąŽ„£žČ╚ļSŪąŽ„ģóöĄ(sh©┤)Ą─ūā╗»ęÄ(gu©®)┬╔Ż¼═¼Ģr(sh©¬)ĮY(ji©”)║ŽėąŽ▐į¬Ę┬šµĮ©┴óŪąŽ„£žČ╚ŅA(y©┤)£y(c©©)─Żą═Ż¼īŹ(sh©¬)¼F(xi©żn)ŪąŽ„ģ^(q©▒)ė“£žČ╚Ęų▓╝Ą─▌^£╩(zh©│n)┤_ŅA(y©┤)£y(c©©)ĪŻ
(4)╔Ņ╚ļķ_š╣ęč╝ė╣ż▒Ē├µ┘|(zh©¼)┴┐Ą─ŽĄĮy(t©»ng)蹊┐Ż¼ė╚Ųõ╩Ū╝ėÅŖ(qi©óng)ī”(du©¼)▒Ē├µ░ūīė║═ÜłėÓæ¬(y©®ng)┴”Ą─蹊┐Ż¼Å─╠ßĖ▀«a(ch©Żn)ŲĘĘ■ę█ąį─▄Ą─ĮŪČ╚▀M(j©¼n)ąą╣ż╦ćā×(y©Łu)╗»ĪŻ
(5)į┌ĄČŠ▀─źōp蹊┐ĘĮ├µŻ¼ę╗ĘĮ├µ═©▀^(gu©░)ī”(du©¼)▓╗═¼ĄČŠ▀▓─┴ŽŪąŽ„ąį─▄Ą─ī”(du©¼)▒╚Ż¼ā×(y©Łu)▀x║Ž▀mĄ─ĄČŠ▀▓─┴ŽĪŻ┴Ēę╗ĘĮ├µąĶę¬Į©┴óĄČŠ▀ē█├³Įø(j©®ng)“×(y©żn)╣½╩ĮŻ¼Å─Č°Ė³║├ĄžųĖī¦(d©Żo)ŪąŽ„╝ė╣ż╣ż╦ćĄ─║Ž└ĒųŲČ©ĪŻ
8ĪóĮY(ji©”)šZ(y©│)
Ōü║ŽĮė╔ė┌Ųõā×(y©Łu)įĮĄ─ąį─▄Č°▒╗ÅVĘ║æ¬(y©®ng)ė├ė┌▒ŖČÓŅI(l©½ng)ė“ųąŻ¼▒╗ĘQū„│¼╝ē(j©¬)║ŽĮ▓─┴ŽĪŻĄ½╦³╩Ūę╗ĘNĄõą═Ą─ļy╝ė╣ż▓─┴ŽŻ¼į┌ŪąŽ„▀^(gu©░)│╠ųąĢ■(hu©¼)│÷¼F(xi©żn)ĄČŠ▀─źōpć└(y©ón)ųžĪóŪąŽ„┴”┤¾ĪóŪąŽ„£žČ╚Ė▀║═▒Ē├µ┘|(zh©¼)┴┐▓ŅĄ╚å¢(w©©n)Ņ}Ż¼ĮoŌü║ŽĮ┴Ń▓┐╝■Ą─╝ė╣żųŲįņĦüĒ(l©ói)▌^┤¾Ą─└¦ļyĪŻļm╚╗Ė▀╦┘ŪąŽ„╝ė╣ż╝╝ąg(sh©┤)Ą─æ¬(y©®ng)ė├┤┘▀M(j©¼n)┴╦Ōü║ŽĮ╝ė╣ż╝╝ąg(sh©┤)Ą─▀M(j©¼n)▓ĮŻ¼Ą½Ųõį┌╝ė╣żÖC(j©®)└ĒĘĮ├µ┼cé„Įy(t©»ng)ŪąŽ„Ą─▌^┤¾▓Ņ«ÉŻ¼ąĶķ_š╣▀M(j©¼n)ę╗▓ĮĄ─╔Ņ╚ļ蹊┐ĪŻ
ć°(gu©«)ā╚(n©©i)═ŌīW(xu©”)š▀═©▀^(gu©░)ī”(du©¼)Ōü║ŽĮĖ▀╦┘ŪąŽ„╝ė╣ż▀M(j©¼n)ąą┤¾┴┐įć“×(y©żn)Ż¼ļm╚╗į┌ę╗Č©│╠Č╚╔ŽĮę╩Š┴╦Ė▀╦┘ŪąŽ„╝ė╣żÖC(j©®)└ĒŻ¼Ą½ŪąŽ„ģóöĄ(sh©┤)Ą─║Ž└Ē▀xė├ęį╝░ĄČŠ▀▓─┴ŽĄ─▀xō±╚į╩ŪųŲ╝s«ö(d©Īng)Ū░Ōü║ŽĮŪąŽ„╝ė╣żĄ─Ų┐Ņiå¢(w©©n)Ņ}ĪŻį┌Į±║¾æ¬(y©®ng)ųž³c(di©Żn)ķ_š╣Ūąą╝ūāą╬ĪóŪąŽ„┴”ĪóŪąŽ„£žČ╚║═╝ė╣ż▒Ē├µ┘|(zh©¼)┴┐Ą─ŽĄĮy(t©»ng)蹊┐Ż¼Įę╩ŠõŲXą╬Ūąą╝║═ų▄Ų┌ąįŪąŽ„┴”ĪóŪąŽ„£žČ╚║═╝ė╣ż▒Ē├µ┘|(zh©¼)┴┐ų«ķgĄ─Č©┴┐ĻP(gu©Īn)ŽĄĪŻ═¼Ģr(sh©¬)╝ėÅŖ(qi©óng)ī”(du©¼)▒Ē├µ░ūīė║═ÜłėÓæ¬(y©®ng)┴”Ą─蹊┐Ż¼ęį▒Ń╠ßĖ▀Ōü║ŽĮ┴Ń▓┐╝■Ą─Ę■ę█ąį─▄ĪŻ
tagś╦(bi©Īo)║×:Ōü║ŽĮ